


Streszczenie
Odpady tworzyw sztucznych nie ulegają biodegradacji i dlatego wymagają bezpiecznej i ekonomicznej utylizacji, aby zapewnić środowisko ekologiczne. Wykorzystanie odpadów z tworzyw sztucznych w budownictwie niesie ze sobą duży potencjał minimalizacji globalnego obciążenia środowiska. W tym celu dokonano kompleksowego przeglądu opublikowanych prac badawczych, które ujawniły zastosowanie odpadów tworzyw sztucznych, takich jak polipropylen (PP), polipropylen o dużej gęstości (HDPE) i politereftalan etylenu (PET), w betonie jako częściowe lub pełne zamienniki do cementu i kruszyw. W artykule dokonano przeglądu różnych właściwości, takich jak urabialność, wytrzymałość na ściskanie, wytrzymałość na rozciąganie przy rozszczepianiu, wytrzymałość na zginanie, wpływ temperatury, moduł sprężystości, skurcz przy suszeniu, karbonatyzację i zachowanie strukturalne betonu z określonymi odpadami z tworzyw sztucznych. Przegląd wykazał, że wytrzymałość, trwałość i właściwości strukturalne takiego betonu poprawiły się, podczas gdy urabialność uległa pogorszeniu. Z przeglądu wynika, że płyty chodnikowe z włóknami HDPE, PP i PET mogą być stosowane jako zamiennik płyt wzmocnionych stalą. Przegląd wykazał również, że wymagane są dalsze szczegółowe badania różnych właściwości wytrzymałościowych i trwałości betonu wytwarzanego przy użyciu odpadów tworzyw sztucznych, takich jak HDPE, PP i PET, o różnych współczynnikach kształtu.
Słowa kluczowe: Beton, włókno PET, polipropylen, HDPE, odpady tworzyw sztucznych pochodzące z recyklingu, beton zbrojony włóknami plastikowymi.
1. WSTĘP
1.1. Odpady tworzyw sztucznych wykorzystywane jako zamiennik kruszywa
Odpady z tworzyw sztucznych nie ulegają biodegradacji, w związku z czym powodują szereg negatywnych skutków dla środowiska, takich jak zanieczyszczenie gleby i powietrza, działanie rakotwórcze i śmierć zwierząt. Dalhat i Wahhab [ 1 ] zbadali betony związane z odzyskanym polietylenem o dużej gęstości i polipropylenem z recyklingu termoplastycznymi polimerami i porównali je z betonami asfaltowymi i betonami z cementu portlandzkiego. Tworzywa sztuczne poddano obróbce i rozdrobnieniu do uzyskania pożądanych rozmiarów, zaczynając od 2,38 mm. Beton z recyklingu o dużej gęstości związany polietylenem, bez drobnego kruszywa, posiadał wytrzymałość na obciążenie ściskające podobną do wytrzymałości betonów asfaltowych. Beton na bazie polipropylenu pochodzącego z recyklingu wykazywał trzykrotnie większą wytrzymałość na ściskanie niż asfalt i porównywalną z betonami z cementu portlandzkiego. Wytrzymałość czystego PP była wyższa niż czystego HDPE. Morgana i in . [ 2 ] podało, że w 2014 r. na świecie roczna produkcja odpadów z tworzyw sztucznych wynosi ponad 300 milionów ton metrycznych i oczekuje się, że będzie stale rosnąć. W niektórych krajach ponownie wykorzystuje się maksymalnie 50% odpadów z tworzyw sztucznych, a w większości krajów 90% odpadów z tworzyw sztucznych trafia na wysypiska śmieci. Rahmani i in . [ 3 ] przeanalizowali żelbet z włóknami odpadowymi z butelek PET i odkryli, że dodanie niewielkiej ilości włókien pochodzących z recyklingu z odpadów butelek PET może mieć ogromny wpływ na zachowanie prostych elementów betonowych po pękaniu. Asokan i in . [ 4 ] podali, że włókna z tworzyw sztucznych mogą skutecznie poprawić właściwości betonu po pękaniu i kontrolować skurcz suszenia betonu. Użycie proszku i włókien z tworzyw sztucznych wzmocnionych włóknem szklanym w betonie i kompozytach cementowych poprawia jakość. Według Cengiza i in . plastyczność przy zginaniu, maksymalna nośność i wytrzymałość znacznie się poprawiły [ 5 ], podczas gdy skurcz plastyczny poprawił się [ 6 ] po zastosowaniu wysokowydajnego włókna polipropylenowego. Różne właściwości betonu uległy poprawie dzięki zastosowaniu PET [ 7 , 8 ] i włókien syntetycznych [ 9-11 ] . Przeprowadzono wiele eksperymentów, aby poznać wpływ zastosowania różnych włókien z tworzyw sztucznych w betonie, takich jak cząstki politereftalanu etylenu [ 12 , 13 ], włókno syntetyczne [ 9 , 10 , 14 ], PP [ 15 – 17 ], nylon włókno [ 18 ], granulowany odpadowy plastik z recyklingu [ 1 ], włókno Mac matrix [ 19 ] i proszek odpadowy GRP [ 20 ]. Shi Yin i in . [ 21] podali, że włókna odpadowe tworzyw sztucznych mogą kontrolować skurcz plastyczny i skurcz betonu podczas suszenia. Donoszono również o zastosowaniu włókien odpadowych z tworzyw sztucznych w elementach prefabrykowanych [ 22 ], betonowych chodnikach [ 23 ] i torkrecie.
Celem niniejszego przeglądu było krytyczne skupienie się na wynikach uzyskanych przez różnych badaczy po wprowadzeniu do betonu odpadów tworzyw sztucznych w różnych postaciach. Przegląd wykazał, że włókna nieznacznie poprawiają właściwości użytkowe świeżego i stwardniałego betonu, ale zmniejszają jego urabialność. Obróbka powierzchni tworzywa sztucznego rozpoznawalnym materiałem, takim jak żużel, pył krzemionkowy i metakaolin, poprawia wytrzymałość betonu cementowego w wyniku reakcji pucolanowej. Różne formy tworzyw sztucznych dodawane lub zastępowane różnymi składnikami betonu oraz ich zastosowania w terenie przedstawiono w tabeli 1 [ 24 , 25 ].
1.2. Przygotowanie i wykorzystanie błonnika
Yap i in . [ 18 ] zbadali wpływ dodania i) fibrylowanego PP i ii) wielowłóknowego PP o 3 frakcjach objętościowych 0,25, 0,50 i 0,75% do betonu wzmocnionego włóknem z łupin palmy olejowej z dodatkiem 0,65% superplastyfikatora w przeliczeniu na masę cementu. Asokan i in . [ 4 ] zbadano przy użyciu włókien odpadowych GRP o długości 20 mm i proszku o średnicy 2 mm. Corinaldesi i in . [ 26 ] wykorzystywało odpady tworzyw sztucznych wzmocnionych włóknem szklanym z proszkiem wapiennym i odpadami drzewnymi. Yin i in . [ 27 ] wykorzystali przetworzone włókna PP w ilości 6 kg/m 3 w betonach M-25 i M-49. Ruiz-Herrero i in . [ 28 ] wytwarzali włókna PP o średnicy od 0,8 do 0,9 mm metodą przędzenia ze stopu i ciągnienia na twardo. Yin i in . [ 21 ] wytłaczali włókno o długości 47 mm poprzez przędzenie przy 210–250 LC, rozciąganie przy 140–170 LC i stabilizację przy 110–130 LC. Używał matrycy walcowej do diamentów i nacięć liniowych na włóknach. Karahan i Atis [ 29 ] stosowali 0, 15 i 30% popiołów lotnych w przeliczeniu na masę oraz włókno PP w ilościach 0, 0,05, 0,10 i 0,20% w przeliczeniu na objętość. Rahmani i in . [ 30 ] oraz Donkor i Obonyo [ 19 ] zastosowali cząstki PET w ilości 5, 10 i 15% jako zamiennik piasku, podczas gdy Zheng i in . [ 31 ] oraz Cengiz i in . [ 5 ] użył włókien PET w zaprawie. Kim i in . [ 32 ] porównali włókno PET z polipropylenem o zawartości 0,5, 0,75 i 1,0%. Luiz i in . [ 33 ] wykorzystali włókna wycinane z butelek 0, 0,5, 1,0 i 1,5% w zaprawie cementowo-wapiennej. Yin i in . [ 21 ] wykorzystywali włókna z granulatu PET o średnicy 1–2 mm, wytłaczane i ciągnione na gorąco w temperaturze 70–150 LC. Fraternali i in . [ 34 ] stosowano wytłaczane, proste i karbowane włókna PET oraz włókna PP o średnicach 40 mm, 47 mm i 52 mm. Islam i in . [ 35 ] przygotowali grube kruszywo PET poprzez stopienie butelek PET w piecu w temperaturze 280 LC i 320 LC i wykorzystali w 0-40% gruboziarniste kruszywo ceglane. Foti [ 36 ] pracowała z butelkami PET 0,5 i 0,75%, natomiast Liguori i in . [ 37 ] donieśli o zastosowaniu kruszywa z tworzywa sztucznego z poliolefiny i politereftalanu etylenu w ilości 10–20% zastępującego proszek krzemionkowy. Sadrmomtazi i in . [ 38 ] badano przy użyciu kruszyw PET 5-15% i popiołów lotnych 10,0-30%. Kavas i in . [ 39] pracowali nad włóknami z tworzywa sztucznego i 10% sepiolitu (naturalnego minerału ilastego), natomiast Zheng i in . [ 31 ] pracował nad włóknem stalowym i włóknem PP. Naik i in . [ 40 ] donoszą o HDPE traktowanym wodą, wybielaczem, wybielaczem z oddzielnie wodorotlenkiem sodu, 0-5% wagowo betonu, przechodzącym przez sito 3/8 cala. Shwan i Razak [ 41 ] zastosowali włókna polietylenowe o długości 12 mm i ułamku objętościowym 1-2,5%. Liu i in . [ 42 ] stosowali żywicę poliestrową i kwarc jako materiały wiążące i wypełniające. Rao i in . [ 43 ] dodali włókna z tworzywa sztucznego pochodzącego z recyklingu polietylenu o dużej gęstości (rHDPE) w sześciu odmianach mieszanki, takich jak 0, 0,3, 0,4, 0,5, 0,6 i 0,7% w betonie i doszli do wniosku, że zastosowanie rHDPE nie ma znaczącego wpływu na wyniki ściskania wytrzymałość, ale znacznie poprawia wytrzymałość na rozciąganie i zginanie. Rao i Patro [ 44 ] badali zachowanie HDPE w wysokich temperaturach na właściwości mechaniczne betonu wzmocnionego włóknami HDPE. Autorzy podali, że topienie włókien HDPE podczas ogrzewania powoduje niewielkie zmiany resztkowej wytrzymałości na ściskanie, modułu sprężystości i wytrzymałości na rozciąganie.
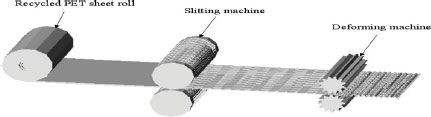
Jak podają Borg i in. , rozdrabniacz mechaniczny używany do cięcia włókien . [ 12 ] pokazano na fig. ( 1 ); proces produkcji włókna PET, jak podają Kim i in . [ 7 ] przedstawiono na ryc. ( 2 ), a cięcie włókna R-PET z butelek, jak podają Fraternali i in . [ 45 ] przedstawiono na ryc. ( 3 ). Ryc. ( 3a ) przedstawia butelkę, ryc. ( 3b ) przedstawia wycięcie, a ryc. ( 3c ) przedstawia włókna. Różne rodzaje włókien z tworzyw sztucznych stosowane w poprzednich badaniach przedstawiono na rys. ( 4a ) [ 46 – 51 ].
Tabela 1. Wybrane formy tworzyw sztucznych dodawane lub zastępowane w betonie z odpadów tworzyw sztucznych.
| Imię i nazwisko autora/Ref | Sposób utylizacji odpadów z tworzyw sztucznych | Rozmiar włókna | Stosowany w betonie jako zamiennik | Stosowany w betonie/zaprawie jako dodatek | |
|---|---|---|---|---|---|
| Cement | FA/Kalifornia | ||||
| Asokan i in ., 2009 [ 4 ] | Próbka gruntu TWS | 500 µm – 2 mm | Włókno odpadowe GRP | FA 5- 50% | – |
| Cengiz i Turanli, 2004 [ 5 ] | Wysokowydajne włókno PP, stal | Długość 30 mm, średnica 0,6 mm i współczynnik kształtu 50 | – | – | Włókno w ilości 7 i 10 kg/m 3 tj. 0,78% i 1,1% w 1 m 3 torkretu. |
| Alberti i in ., 2016 [ 24 ] | Włókna poliolefinowe | Długość – 60 mm i średnica 0,6 0,903 mm | – | – | 3 – 10% kg/m 3 betonu. VCC i SCC |
| Pelisser i in ., 2010[ 25 ] | PP i PET | – | – | – | Zawiera włókna PP, PET, szklane i nylonowe. Krótkie włókna PP do mieszanki zaprawowej |
| Kim i in ., 2008 [ 7 ] | Włókna PET | Długość-50mm | – | – | CM 1:2, w/c 0,55, PET proste, karbowane, wytłaczane włókna 0,10, 0,25, 0,5, 0,75 i 1,0% |
 |
Rys. (1). Rozdrabniacz mechaniczny przeznaczony do cięcia włókien [ 12 ]. |
 |
Rys. (2). Proces wytwarzania włókna PET [ 7 ]. |
 |
Rys. (3). ( a ) przedstawia butelkę, ( b ) przedstawia wycięcie i ( c ) przedstawia włókna. |
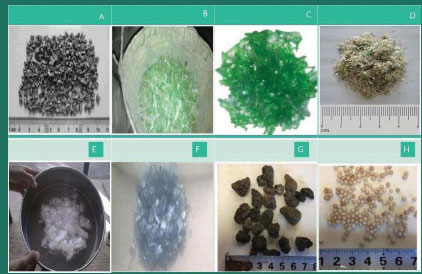 |
Rys. (4a). Różne rodzaje włókien i cząstek tworzyw sztucznych pochodzących z recyklingu stosowanych w produkcji betonu ( A ): cząstki PP [ 46 ]; ( B ): włókna PET [ 47 ]; ( C ): włókna PET [ 48 ]; ( D ): cząstki PET [ 38 ]; ( E ): PBWF[ 49 ]; ( F ): rozdrobnione cząstki PET [ 50 ]; ( G i H ): Lekkie kruszywo polistyrenowe [ 51 ]. |
1.3. Skutki zastąpienia/włączenia włókien plastikowych
Saikia i Brito [ 22 ] opisali włączenie odpadowego kruszywa z tworzywa sztucznego do betonu, aby wykazać wiele negatywnych skutków dla urabialności i właściwości mechanicznych. Autorzy stwierdzili zmniejszenie modułu sprężystości i wytrzymałości betonu zawierającego kruszywa plastyczne w porównaniu z betonem wykonanym z kruszyw naturalnych. Mniejsze uwodnienie cementu i słabe związanie zaczynu cementowego z kruszywem plastycznym są przyczyną złych właściwości betonów zawierających kruszywo wykonane z tworzyw sztucznych. Środki zaradcze sugerowane przez Saikię i Brito [ 22 ] to zabiegi chemiczne. Powłoka proszkowa z żużla i piasku poprawia właściwości mechaniczne betonu, ponieważ poprawia interakcję zaczynu cementowego. Zheng i in . [ 31 ] podają, że włókno hybrydowe wykazuje dużą odporność na podwyższoną temperaturę. Pujadas i in . [ 11 ] podali, że tendencja do orientacji włókien tworzywa sztucznego jest równoległa do ścianek szalunku, a przy swobodnym przepływie powierzchniowym jest prostopadła do kierunku przepływu. Saikia i Brito [ 52 ] podali, że ze względu na ostre krawędzie, kanciasty kształt i nienasiąkliwe właściwości kruszywa plastycznego, wartość opadu wzrasta w betonie zawierającym kruszywa plastyczne. Yin i in . [ 53 ] podali większą odporność na odpryskiwanie betonu z włókna polipropylenowego [ 42 ], natomiast Fraternali i in . [ 45 ] donoszą o lepszej odporności na alkalia w betonie przy użyciu PET.
2. METODOLOGIA
W tej pracy dokonano przeglądu zastosowania trzech rodzajów odpadów tworzyw sztucznych, a mianowicie polipropylenu (PP), politereftalanu etylenu (PET) i polietylenu dużej gęstości (HDPE) w betonie oraz ich właściwości użytkowe. Przeanalizowano i podsumowano łącznie 89 artykułów opublikowanych w różnych renomowanych czasopismach międzynarodowych.
Narzędzia do gromadzenia danych opierały się na niektórych cechach betonu, takich jak świeże właściwości, właściwości mechaniczne, trwałość i stan mikrostrukturalny. Kolejnym narzędziem gromadzenia danych był współczynnik proporcji odpadów z tworzyw sztucznych. Dane pierwotne zebrano za pomocą powyższych narzędzi oddzielnie dla każdego rodzaju odpadu tworzyw sztucznych o różnych proporcjach. Zebrano dane dotyczące różnych właściwości fizycznych, takich jak ciężar właściwy, temperatura topnienia, temperatura zapłonu wytrzymałości na rozciąganie, wydłużenie, tekstura powierzchni itp. PP, PET i HDPE. Zebrano także dane dotyczące zachowania PP, PET i HDPE, gdy są stosowane w różnych proporcjach mieszanki betonowej.
Analizę danych przeprowadzono metodą teorii ugruntowanej. W ramach tej metody zebrane dane zostały najpierw zakodowane, a kodowanie danych odbyło się w trzech fazach, takich jak kodowanie otwarte, kodowanie osiowe i kodowanie selektywne. W ramach otwartego kodowania zebrane dane były kilkakrotnie odczytywane i podsumowywane przy użyciu poziomów wstępnych. Następnie wykonano kodowanie osiowe poprzez utworzenie rodzin z podsumowań. Następnie przeprowadzono selektywne kodowanie poprzez konwersję rodzin do formalnej sieci ze zmienną. Zmiennymi badania były: urabialność, wytrzymałość na ściskanie, wytrzymałość na rozciąganie, wytrzymałość na zginanie i moduł sprężystości, zamrażanie i rozmrażanie, karbonatyzacja, przepuszczalność, skurcz przy suszeniu, wpływ temperatury i skaningowa mikroskopia elektronowa betonu przy użyciu PP, PET i HDPE.
3. WŁAŚCIWOŚCI FIZYCZNE ODPADÓW TWORZYW SZTUCZNYCH JAKO KRUSZYWA
Różne właściwości, takie jak ciężar właściwy, temperatura topnienia, moduł Younga, wytrzymałość na rozciąganie, temperatura zapłonu, wydłużenie przy zerwaniu, tekstura powierzchni, temperatura parowania, gęstość i współczynnik kształtu PP, PET i HDPE, jak podają autorzy z przeszłości, są przedstawiono w tabeli 2 [ 55 ]. Ciężar właściwy dotyczy PP, a HDPE jest mniejszy niż jeden i tylko większy niż jeden w przypadku PET. Ponieważ ciężar właściwy kruszywa z tworzywa sztucznego jest znacznie mniejszy niż kruszywa granitowego, beton stanie się lekki poprzez zastąpienie grubego kruszywa granitowego kruszywem z tworzywa sztucznego. W miarę zmniejszania się modułu Younga wytrzymałość maleje, ale zwiększa się plastyczność betonu. Różni badacze stosowali współczynnik kształtu od 33 do 108. Tworzenie się kulek włókien w betonie następuje wraz ze wzrostem współczynnika kształtu. Wytrzymałość betonu na rozciąganie wzrasta poprzez wytworzenie dobrego wiązania pomiędzy betonem wykonanym z PP i PET w porównaniu z betonem wykonanym z HDPE. Stwierdzono , że gęstość nylonu, jak podaje Foti [ 54 ], wynosi 1,14 g/cm 3. Kilku badaczy badało wpływ odpadów plastikowych w różnych postaciach i różnych długościach, poprzez zastąpienie lub dodanie do różnych składników beton i zaprawa. Wytrzymałość betonu z włóknami plastycznymi wzrasta wraz z poprawą wiązania między włóknem a betonem.
4. PROPORCJE MIESZANKI BETONU Z ODPADÓW TWORZYW SZTUCZNYCH
Wybrane proporcje mieszanek betonów z odpadów tworzyw sztucznych przedstawiono w tabeli 3 . Badacze zastosowali różne docelowe wytrzymałości od 20 MPa do 51,6 MPa, przyjmując różne rodzaje cementu, rodzaje odpadów z tworzyw sztucznych, poziomy zastępowalności kruszywa i stosunki wodno-cementowe. Autorzy [ 57 ] zastosowali się tutaj do różnych przepisów, takich jak ACI 211.1, AASHTO M 323-12KCI [ 57 ], BS 12:1996 [ 58 ], stanowych i lokalnych przepisów budowlanych Stanów Zjednoczonych [ 19 ], kodeksu projektowania konstrukcji betonowych w Chinach [ 58 ], stanowe i lokalne przepisy budowlane Stanów Zjednoczonych [ 19 ] oraz IS 10262: 2009 [ 59 ] były stosowane przez różnych badaczy [ 51 , 56 ] w zakresie dozowania mieszanki betonu z odpadów tworzyw sztucznych. Badacze [ 7 ] ustalili wytrzymałość M25, M30 i M35, zastępując 100% cementu PP [ 1 ] i maksymalnie 1% kruszywa [ 3 ] w betonie. Asokan i in . [ 4 ] postępowali zgodnie z brytyjską normą (BS 12:1996) dotyczącą dozowania betonu na bazie GRP, zastępując GRP z 5-50% drobnego kruszywa o stosunku aw/c wynoszącym 0,5-0,71 z superplastyfikatorem wynoszącym 2%, aby zachować urabialność. Zhang i Li [ 60 ] badali właściwości trwałości, takie jak karbonatyzacja, przepuszczalność wody, zamrażanie i rozmrażanie, stosując normy chińskie i ASTM, stosując beton OPC (klasa 42.5R) 1:1,657:2,949 ze stosunkiem cementu wodnego 0,4 z dodatkiem z 0,06-0,12% włókna PP.
Tabela 2. Właściwości fizyko-mechaniczne odpadów tworzyw sztucznych PP, PET i HDPE
| Nieruchomości | PP [ 55 ] | PET [ 34 , 36 ] | HDPE [ 56 ] |
|---|---|---|---|
| Środek ciężkości | 0,90–0,92 | 1.11 | 0,93-0,96 |
| Temperatura topnienia (LC) | 150-179 | 62 | 129-140 |
| Moduł Younga (GPa) | 1,2-10, | 3.1-10.2 | 5-1.1 |
| Wytrzymałość na rozciąganie (MPa) | 284,1-750 | 250-550 | 30-60 |
| Punkt zapłonu (LC) | Ponad 450-460 | 252,8 | 480-500 |
| Wydłużenie przy zerwaniu (%) | 6,2-15 | 11-29 | 28-180 |
| Tekstura powierzchni | Ciągle wytłaczane | – | – |
| Temperatura parowania ( o C) | 341 | – | 430-480 |
| Gęstość (g/cm 3 ) | 0,85-0,930 | 0,464-1,38 | 0,93-0,96 |
| Proporcje | 40-108 | 33-70 | 75-92 |
Tabela 3. Wybrany skład mieszanki betonu z odpadów tworzyw sztucznych.
|
rtykuł/Ref |
Kod |
Stopień betonu/proporcje mieszanki |
Rodzaj użytego materiału wiążącego |
Wykorzystane odpady tworzyw sztucznych |
SP * (%) |
stosunek w/c |
Proporcje / wymiary |
|
|---|---|---|---|---|---|---|---|---|
|
Nazwa odpadów z tworzyw sztucznych |
Wymiana kruszywa (%) / włączenie |
|||||||
|
Zhang i Li, 2013 [ 60 ] |
Standardy Chin |
1:1,657:2,949 |
OPC (klasa 42,5R) |
PP |
0,06%, 0,08%, 0,1% i 0,12% włączenia |
0,2% |
0,4 |
Długość = |
|
Medina i in ., 2014 [ 6 ] |
Hiszpański konkretny kod |
1:2,547:3,141 |
Cement II/BP 32,5R |
PP |
0,03%, 0,06%, 0,09% i 0,12% |
– |
0,4, 0,5, |
Długość = 19mm |
|
Cengiz, Turanli, 2004 [ 5 ] |
– |
M35/1:1,812:0,98 |
PC 42,5, ASTM typ I |
PP o wysokiej wydajności |
0,45% i 0,64% z 1 m 3 |
0,42% |
0,41 |
50 |
|
Dalhat, Wahhab, 2016 [ 1 ] |
AASHTO M 323-12 |
M30 |
OPC I ASFALT |
PP i HDPE |
100% objętościowo i wagowo cementu |
– |
0,36 |
– |
|
Behfarnia, Behravan, 2014 [ 14 ] |
ACI 211.1 |
M30 |
PC-II |
HPP i stal |
0,8, 0,6, 0,4 |
0,17% |
0,59 |
52,34, 53,33 |
|
Zheng i in ., 2012 [ 31 ] |
Projektowanie konstrukcji betonowych w Chinach |
M20 |
Klasa OPC 42.5 (chiński) |
STAL i PP |
(2%, 0,1%), (2%, 0,2%) i (1%, 0,2%) |
0,058 |
0,29 |
Długość = |
|
Yap i in ., 2013 [ 18 ] |
ASTM C143/C143M-12 |
1:1,83:0,604 |
OPC |
PP i nylon, skorupa palmy olejowej |
0,25%, 0,5%, 0,75% włączenia |
10% pyłu krzemionkowego |
0,3 |
47,5, 240, 63,3 |
|
Yew i in ., 2015 [ 61 ] |
ASTM |
1:1,846:0,635 |
OPC |
Skręcony pakiet PP, PP |
0%, 0,25%, 0,375%, 0,5% |
1% |
0,3 |
108, 60, 40 |
|
Song i in ., 2005 [ 62 ] |
– |
1:2,83:3,5 |
Cement portlandzki typu I |
PP+Nylon |
0,6% + 0,6% |
– |
0,646 |
Długość 19mm |
|
Asokan i in ., 2009 [ 4 ] |
BS 12:1996 |
1:1,744:2,907 |
OPC |
GRP |
5%, 15%, 30% i 50% (wagowo). |
2 |
0,5 DO 0,71 |
10 |
|
Pesic i in ., 2016 [ 56 ] |
Norma ASTM C1579-13 |
1:2,05:2,316 |
CEM II/AL 32,5 R |
HDPE |
0,4%, 0,75%, 1,25% |
– |
0,62 |
92, 75 |
|
Yin i in ., 2015 [ 53 ] |
ASTM C1550-12 |
M40 / |
OPC |
HDPE |
0,45% |
3,36% cementu |
0,41 |
52, długość 47 mm, średnica 0,8-0,9 mm |
|
Saikia, Brito, 2013 [ 52 ] |
Kod Euro 2 |
1:2,29:2,8 |
Cement typu CEMIIA-L42.5 R |
ZWIERZAK DOMOWY |
0%, 5%, 10% i 15% |
– |
0,53 |
Drobne kruszywo |
|
Kumar, 2014 [ 63 ] |
JEST: 10262-2009 |
M25 |
PPC |
polietylen |
0,5%, 0,75%, 1% |
0,4% |
0,44 |
– |
|
Yin i in ., 2015 [ 53 ] |
ASTM C1550-12 |
M40 / |
OPC |
wcięcia liniowe i rombowe PP |
0,45% |
3,36% cementu |
0,41 |
52, długość 47 mm, średnica 0,8-0,9 mm) |
|
Karahan, Atis, 2011 [ 29 ] |
TS-EN 12350-2 |
1:4,742 |
OPC |
PP (15,0% i 30,0% popiołów lotnych) |
0%, 0,05%, 0,1%, 0,2% |
1% cementu |
0,35 |
– |
5. ŚWIEŻE WŁAŚCIWOŚCI BETONU
5.1. Wykonalność
Łatwość i jednorodność świeżo wymieszanego betonu nazywa się urabialnością. Urabialność można osiągnąć poprzez dodanie domieszki do odpadowego betonu z tworzywa sztucznego. Włókno tworzywa sztucznego wpływa na ilość wolnej wody, a co za tym idzie na urabialność.
Odpady tworzyw sztucznych zmniejszają urabialność betonu. Saikia i Brito [ 64 ] oraz Mazaheripour i in . [ 55 ] zasugerowali, że urabialność można zwiększyć stosując włókna w ilości mniejszej niż 1% i dodając plastyfikator. Yang i in . [ 46 ] wykorzystali cząstki modyfikowanego tworzywa sztucznego polipropylenu (PP) pochodzące z recyklingu w ilości 10–30% objętości piasku i podali, że wartość przepływu opadowego poprawia się wraz ze wzrostem ilości piasku w betonie samozagęszczalnym. Karahan i Atis [ 29 ] podali, że włókno polipropylenowe zmniejsza urabialność betonu. Zwiększenie współczynnika kształtu zmniejsza urabialność [ 65 ]. Rys. ( 4b ) pokazuje wartości testu opadowego plastikowego FRC. Z badań wynika, że obecność włókien tworzyw sztucznych zmniejsza opad, a co za tym idzie, zmniejsza się także urabialność świeżego betonu. Tworzenie się struktury sieciowej przez włókna w betonie powoduje zmniejszenie przepływu.
Yap i in . [ 18 ] dodali i) fibrylowany PP i ii) wielowłóknowy PP z 3 frakcjami objętościowymi 0,250%, 0,500% i 0,750% w betonie wzmocnionym włóknami z łupin palmy olejowej z superplastyfikatorem na bazie polikarboksylanu wynoszącym 0,65%. Fibrylowany PP wykazał wyższą urabialność w porównaniu z PP wielowłóknowym, a urabialność spadała wraz ze wzrostem zawartości włókna od 0,25-0,75%. Zhang i Li [ 60 ] podali, że nastąpił spadek opadu betonu o 7%, do którego dodano 0,12% PP, 15% popiołów lotnych i 6% pyłu krzemionkowego.
Zhang i Li [ 60 ] dodali cztery różne frakcje objętościowe włókna PP 0,06, 0,08, 0,1 i 0,12% z 15% popiołu lotnego, 6% pyłu krzemionkowego i 4,94 kg/m 3 reduktora wody. Wynik wykazał niewielkie zmniejszenie urabialności wraz ze wzrostem zawartości włókna od 0,06 do 0,12. Rai i in . [ 66 ] zbadali beton M-30 o w/c 0,44, który częściowo zastąpił piasek 0-15% odpadowymi płatkami tworzyw sztucznych i doszli do wniosku, że urabialność wzrasta o około 10-15% po dodaniu superplastyfikatora. Yew i in . [ 61 ] wyraził opinię, że frakcje objętościowe włókien polipropylenowych wynoszące 0,25–0,5% są zawarte w betonie wzmocnionym włóknami z łupin palmy olejowej o różnych współczynnikach kształtu i geometrii. Wartość opadu zmniejszono ze 180-80 mm wraz ze wzrostem udziału objętościowego włókna z 0-0,5%. Skręcona wiązka wykazywała większy spadek w porównaniu z prostym włóknem.
Karahan i Atis [ 29 ] badali stosowanie 0-0,2% wraz z popiołami lotnymi 0%, 60 kg/m 3 i 120 kg/m 3 . Urabialność poprawiała się wraz ze wzrostem zawartości popiołów lotnych z 0 kg/m 3 do 120 kg/m 3 i zmniejszała się wraz ze wzrostem udziału objętościowego włókna PP. Ogólna urabialność obserwacyjna uległa poprawie dzięki dodaniu popiołów lotnych wraz z pyłem krzemionkowym i małej frakcji objętościowej włókien.
6. WŁAŚCIWOŚCI UTWARDZONEGO BETONU
6.1. Wytrzymałość na ściskanie
Wytrzymałość betonu jest ogólnie rozumiana jako jego wytrzymałość na ściskanie. Aby poznać wpływ włączenia odpadów tworzyw sztucznych do betonu, niezbędna jest znajomość wytrzymałości na ściskanie betonu zwykłego i modyfikowanego w przypadku stosowania odpadów tworzyw sztucznych w celu zastąpienia składników betonu. Metody badawcze zaproponowane w normach ASTM C 109, ASTM C 109C i EN 12390-3 były stosowane głównie w poprzednich badaniach w celu określenia wytrzymałości na ściskanie.
6.1.1. Wpływ polipropylenu
Arreola i in . [ 68 ] opisali interesujące zachowanie polegające na tym, że im większa ilość polimeru, tym wolniejsze twardnienie cementu i słabsza interakcja w matrycy cementowej. Poinformowali również, że w porównaniu z betonem kontrolowanym następuje ogromne zmniejszenie wytrzymałości na ściskanie. Singh i in . [ 69 ] oraz Sharma i in . [ 65 ] zasugerowali mechaniczne wcięcia na powierzchni włókien PP, aby uniknąć słabych wiązań z matrycą cementową. Kumar [ 62 ] podał, że wraz ze wzrostem zawartości włókien worków polietylenowych zmniejsza się urabialność, a wytrzymałość na ściskanie wzrasta aż do 0,75%. Peyvandi i in . [ 70 ] podali, że włókno stalowe z polipropylenem wykazuje wyższą wytrzymałość na ściskanie. Yap i in . [ 18 ] odnotowali spadek wytrzymałości na ściskanie stwardniałego betonu o 31,31% i 55%, w którym dodano odpowiednio PP fibrylowany i PP wielowłóknowy o 0,75%. Yew i in . [ 61 ] odnotowali wzrost wytrzymałości betonu na ściskanie o 14,8% i 14,1%, w przypadku których do betonu wzmocnionego włóknami z łupiny palmy olejowej dodano odpowiednio 0,5% skręconej wiązki monofilamentu PP i 0,5% monofilamentu prostego PP. Karahan i Atis [ 29 ] stwierdzili pogorszenie wytrzymałości na ściskanie o 2,9%, 6,4% i 2,2%, gdy zamiast cementu zastosowano 0,2% PP z 15, 30 i 60% popiołami lotnymi. Afroughsabet i Ozbakkaloglu [ 16 ] badali wpływ włączenia włókien PP o długości 12 mm w stężeniu 0,15%, 0,30% i 0,45% z 10% pyłem krzemionkowym jako zamiennika cementu w betonie o wysokiej wytrzymałości. Dodatek 0,45% włókna spowodował wzrost wytrzymałości na ściskanie o 8%, 13% i 14% odpowiednio po 7 dniach, 28 dniach i 91 dniach w porównaniu z betonem kontrolnym.
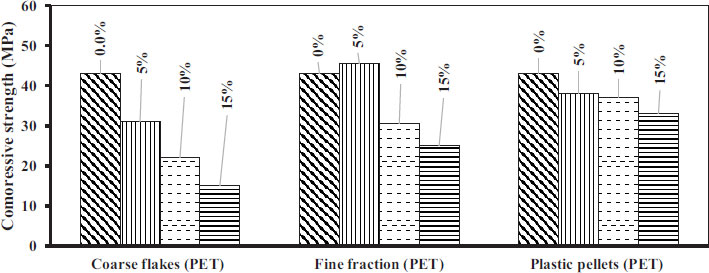
Mazaheripour i in . [ 55 ] dodali włókna PP o długości 12 mm w ilości 0%, 0,1%, 0,2% i 0,3% i nie stwierdzili wzrostu wytrzymałości na ściskanie i modułu sprężystości lekkiego betonu samozagęszczalnego. Altun i Dirikgil [ 71 ] badali wpływ temperatury przy 24,5, 100, 200, 400, 600 i 800 LC przy stosunkach objętościowych polipropylenu wynoszących 0,0%, 0,1%, 0,2%, 0,3%, 0,4% i 0,5% w gatunku M40 betonu odpowiednio po 7, 28 i 90 dniach. Stwierdzili, że 0,4% włókna jest skuteczne w niższych temperaturach 200 LC, a przy wyższych wartościach temperatur 400 LC stwierdzono, że wytrzymałość na ściskanie spada wraz ze wzrostem proporcji włókien powyżej 0,4%. Ruiz-Herrero i in . [ 72 ] badali zaprawy, w których dodano do zaprawy odpady polietylenu i PCW z kabli elektrycznych w ilościach 0%, 2,5%, 5%, 10% i 20%. Donkor i Obonyo [ 19 ] badali bloki ziemi sprasowanej przy użyciu włókien polipropylenowych o zawartości wagowej 0,20%, 0,40%, 0,60%, 0,80% i 1,00% i podali, że przy zawartości włókien 0,4% wytrzymałość na ściskanie poprawiła się o 22,5%. Wpływ PP na wytrzymałość na ściskanie podsumowano na rys. ( 5 ).
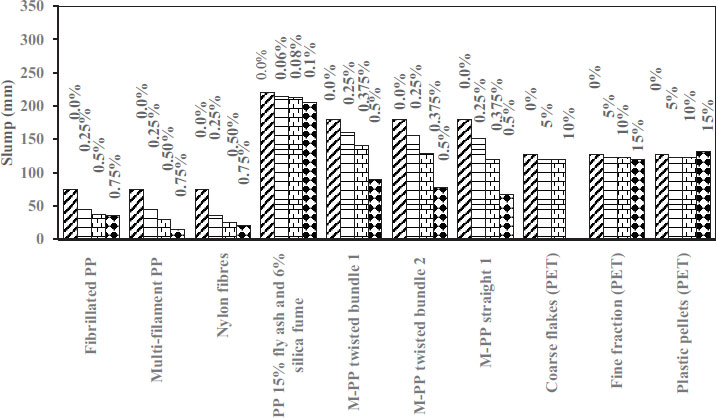 |
Rys. (4b). Opad betonów odpadowych PP (PP fibrylowany [ 18 ]; PP wielowłóknowy [ 18 ]; włókna nylonowe [ 18 ]; wiązka skręcona M-PP 1 [ 61 ]; wiązka skręcona M-PP 2 [ 61 ]; M-PP prosta 1 [ 67 ]; Płatki grube (PET) [ 22 ]; Frakcja drobna (PET) [ 22 ]; Pelety z tworzyw sztucznych (PET) [ 22 ]). |
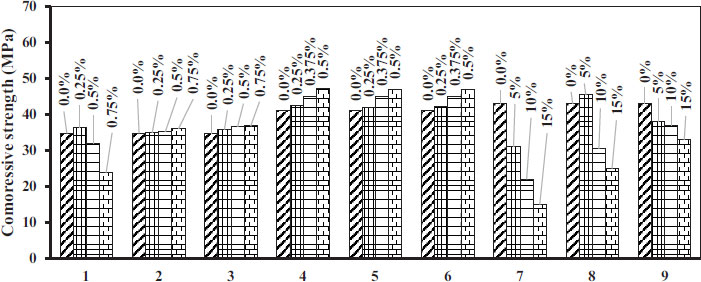 |
Rys. (5). Wytrzymałość na ściskanie betonu odpadowego z tworzyw sztucznych PP (1) Fibrylowany PP [ 18 ]; (2)PP wielowłóknowy [ 18 ]; (3) Włókna nylonowe [ 18 ]; (4) Wiązka skręcona M-PP 1 [ 61 ]; (5) Wiązka skręcona M-PP 2 [ 61 ]; (6) M-PP prosty 1 [ 67 ]; (7) Płatki grube (PET) [ 22 ]; 8) Drobna frakcja (PET) [ 22 ]; (9) Pelety z tworzyw sztucznych (PET) [ 22 ]. |
 |
Rys. (6). Wytrzymałość na ściskanie politereftalanu etylenu [ 52 ]. |
6.1.2. Wpływ politereftalanu etylenu
Nikbina i in . donoszą, że lekki beton bez PET wykazuje lepszą wytrzymałość na zgniatanie niż zwykły beton PET [ 73 ] i polistyren z recyklingu [ 65 ]. 10-50% plastiku pochodzącego z recyklingu zmniejszyło wytrzymałość na ściskanie o 34% i 67% [ 74 ]. Asokan i in . [ 4 ] opisali wydłużenie czasu utwardzania przez 14–180 dni; wytrzymałość na ściskanie przy 5% TWS wzrosła do 45,75 N/mm 2 . Poinformowali również, że po 28 dniach wytrzymałość na ściskanie wzrosła o 45% przy 5–15% odpadowym proszku GRP i 2% superplastyfikatora [ 20 ]. Wpływ politereftalanu etylenu na wytrzymałość na ściskanie, jak podają różni autorzy, podsumowano i przedstawiono na rys. ( 6 ).
6.1.3. Polietylen o dużej gęstości
Ryc. ( 7 i 8 ) pokazują wytrzymałość na ściskanie betonu zbrojonego włóknami HDPE [ 39 ]. Naik i in . [ 39 ] stosowali rozdrobnione i nasączone małe cząstki HDPE o średniej wielkości 1 mm jako miękki wypełniacz do betonu gatunku M35 w różnych dawkach 0,5, 1,5 i 2%. Autorzy namoczyli włókna w wodzie z dodatkiem 5% roztworu wybielacza i 5% roztworu wybielacza + 4% roztworu NaOH. Obróbka wybielaczem alkalicznym (wybielacz + NaOH) wykazała dobre działanie, a wytrzymałość na ściskanie spadła powyżej włączenia 0,5% błonnika. Rao i Ravula [ 75 ] badali włókna PET i HDPE w betonie i doszli do wniosku, że wytrzymałość na ściskanie i wytrzymałość na zginanie zmniejsza się, a wytrzymałość na rozciąganie przy rozszczepianiu zwiększa, a granulaty PET wykazały większe zmniejszenie w porównaniu z włóknem HDPE w betonie.
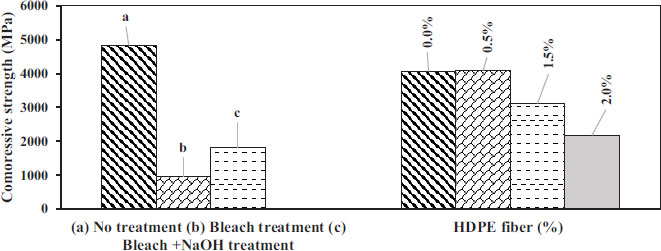 |
Rys. (7). Wpływ różnych obróbek na wytrzymałość na ściskanie HDPE FRC [ 40 ] |
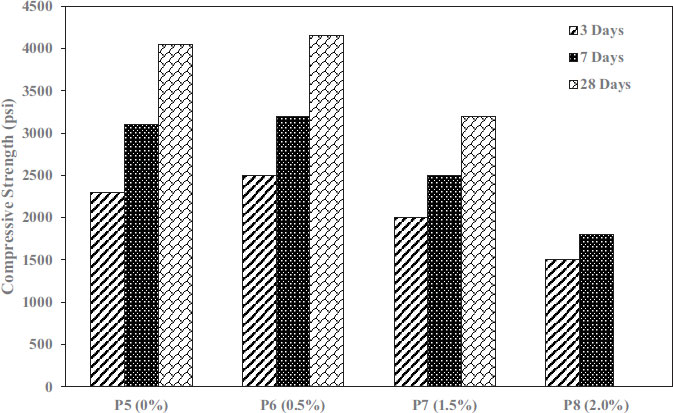 |
Rys. (8). Wpływ dozowania włókna HDPE na wytrzymałość betonu na ściskanie [ 40 ]. |
6.2. Podzielona właściwość rozciągania
Aby poznać zachowanie się właściwości przy rozciąganiu, przeprowadza się metodę pośrednią, tj . próbę rozciągania rozszczepionego, ponieważ bezpośredni pomiar jest trudny, ponieważ przyłożenie prawdziwego obciążenia osiowego jest prawie niemożliwe przy rozciąganiu bezpośrednim. Wpływ włókien plastikowych w betonie na wytrzymałość betonu na rozciąganie opisano w kolejnych rozdziałach. Metody badawcze zaproponowane w normie EN 12390-3 były stosowane głównie w poprzednich badaniach w celu określenia wytrzymałości na rozciąganie przy rozszczepianiu.
6.2.1. Polipropylen
Afroughsabet i Ozbakkaloglu [ 16 ] doszli do wniosku, że dodanie 0,45% błonnika wykazało wzrost wytrzymałości na rozciąganie po rozszczepieniu o 15%, 20% i 16% odpowiednio po 7 dniach, 28 dniach i 91 dniach. Rahmani i in . [ 3 ] donoszą, że włókna PP w betonie zwiększają wytrzymałość na zginanie o 25% w porównaniu z włóknami stalowymi. Yin i in . [ 65 ] podali, że pierwotne tworzywo sztuczne wykazuje wyższą wytrzymałość na rozciąganie, ale niższą wytrzymałość na zginanie w porównaniu z przetworzonym włóknem PP. Wytrzymałość na rozciąganie rozszczepionego wzrosła o 13%, 16% i 20% dla betonu zawierającego włókna PP odpowiednio 0,15%, 0,3% i 0,45% po 28 dniach [ 42 ]. Yew i in . [ 61 ] podali, że dodatek włókien PP Twisted Bundle 1/0,25–0,5%, PP Twisted Bundle 2/0,25–0,5% i PP Straight 1/0,250–0,50% zwiększa wytrzymałość na rozciąganie przy rozszczepianiu do 8,0–33,0%, 10–27 i odpowiednio 13–21% w porównaniu do normy. Hesami i in . [ 17 ] dodał włókna polipropylenowe (0%, 0,1%, 0,12%, 0,15%), wraz z częściowym zastąpieniem piasku kruszonką gumy opon (TRC) (0%, 5%, 10% i 15%) w samorozpylaczu zagęszczanie betonu. Włókno PP o zawartości 0,15% z 0, 5, 10 i 15% TRC wykazało wyższą wytrzymałość na rozciąganie odpowiednio o 27,96%, 26,14%, 27,42% i 26,9% w porównaniu do braku włókna. Mazaheripour i in . [ 54 ] podali, że dodatek włókien PP o długości 12 mm w ilości 0%, 0,1%, 0,2% i 0,3% zwiększył wytrzymałość na rozciąganie o 14,4% lekkiego betonu samozagęszczalnego. Ghernouti i in . [ 49 ] podali, że włókna odpadowe torebek plastikowych o długości 12 mm przy 1, 5 i 7 kg/m 3 zwiększały wartość wytrzymałości na rozciąganie przy rozszczepieniu z 4% do 74% po 28 dniach, gdy zostały dodane do betonu samozagęszczalnego. Wpływ PP na beton podsumowano i przedstawiono na rys. ( 9 ).
6.2.2. Politereftalan etylenu (PET)
Rahmani i in . [ 3 ] badali wpływ cząstek przetworzonych PET (wytwarzanych przez mielenie maszynami przemysłowymi) na 5%, 10% i 15% substytucji piasku. Gdy 15% piasku zastąpiono cząstkami PET, współczynniki w/c wynoszące 0,42 i 0,54 wykazały odpowiednio 15,9% i 18,06% zmniejszenie wytrzymałości na rozciąganie.
6.3. Właściwość zginania
Wytrzymałość na zginanie (FS) to odporność na uszkodzenia podczas zginania elementu konstrukcyjnego. Do określenia FS betonu stosuje się test obciążenia trzypunktowego lub czteropunktowego. Wpływ tworzyw sztucznych w betonie na FS betonu przedstawiono w poniższych wierszach. Metody badawcze zaproponowane w normie EN 12390-5 były stosowane głównie w poprzednich badaniach w celu określenia wytrzymałości na zginanie
6.3.1. Polipropylen
Ruiz-Herrero i in . [ 28 ] opisali, że FS betonu z 20% PP spadła trzykrotnie po 28 dniach w porównaniu z betonem kontrolnym. Ghernouti i in . [ 49 ] zbadali wpływ włókien odpadowych torebek plastikowych o długości 12 mm i masie 1, 3, 5 i 7 kg/m 3 i podali, że FS poprawiło się o 0-14% po 28 dniach. Yin i in . [ 65 ] zbadali włókna PP pierwotne i pochodzące z recyklingu. W celu zwiększenia interakcji włókno-beton zastosowano włókna o średnicy 0,8–0,9 mm z nacięciami liniowymi i diamentowymi z matrycą rolkową wcinającą.
Przy zastosowaniu pierwotnych włókien PP zaobserwowano większą wytrzymałość na rozciąganie, ale niższą wytrzymałość na zginanie w porównaniu z włóknem PP pochodzącym z recyklingu. Mazaheripour i in . [ 55 ] dodali włókna PP o długości 12 mm w ilości 0%, 0,1%, 0,2% i 0,3% i odnotowali wzrost wytrzymałości na zginanie o 10,7%. Dalhat i Wahhab [ 1 ] podali, że sztywność i wytrzymałość na zginanie wzrosły 3-krotnie w przypadku betonu z dodatkiem PP pochodzącego z recyklingu w porównaniu z betonami z cementu portlandzkiego. Banthia i Gupta [ 15 ] podali, że włókno PP wykazywało wyższą wytrzymałość na zginanie, a także dobrą kontrolę nad skurczem plastycznym. Włókna drobniejsze i dłuższe są bardziej efektywne w porównaniu z włóknami grubszymi i krótkimi, jednak w przypadku SCC długość zastosowanych włókien nie miała wpływu na wytrzymałość [ 25 ]. Rai i in . [ 66 ] opisali, że wartość FS odpadowego betonu plastycznego spada wraz ze wzrostem odsetka odpadów tworzyw sztucznych. Poinformował także, że wpływ plastyfikatorów na trwałość betonu jest nieistotny. Zhang i in . [ 76 ] podali, że przy ułamku objętościowym 0,1% włókno PP wykazało dobrą odporność na propagację pęknięć. Behfarnia i Behravan [ 14 ] oraz Medina i in . [ 6 ] opisali, że FS wzrastał wraz ze wzrostem zawartości włókien PP do 0,09% i zmniejszał się wraz ze wzrostem zawartości włókien. Rao [ 77 ] zbadał wpływ mikrokrzemionki na odpadowy beton z tworzywa sztucznego i stwierdził, że wytrzymałość na zginanie wzrasta po 10% dodatku mikrokrzemionki. Jak podali poprzedni autorzy, wpływ PP na wytrzymałość na zginanie podsumowano i przedstawiono na rys. ( 10 ).
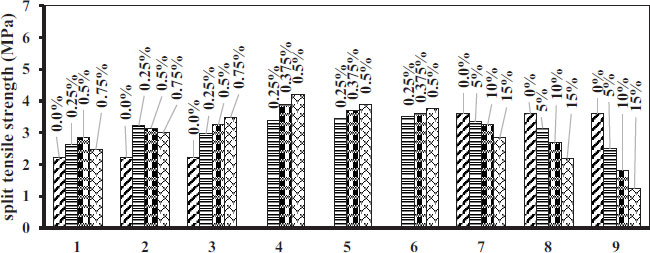 |
Rys. (9). Wytrzymałość na rozciąganie polipropylenu i betonu kontrolowanego (1) Fibrylowany PP [ 18 ]; (2)PP wielowłóknowy [ 18 ]; (3) Włókna nylonowe [ 18 ]; (4) Wiązka skręcona M-PP 1 [ 61 ]; (5) Wiązka skręcona M-PP 2 [ 61 ]; (6) M-PP prosty 1 [ 61 ]; (7) Płatki grube (PET) [ 22 ]; (8) Drobna frakcja (PET) [ 22 ]; (9) Pelety z tworzyw sztucznych (PET) [ 22 ]. |
6.3.2. Politereftalan etylenu (PET)
Pelisser i in . [ 25 ] zbadali włókna PET FRC z butelek pochodzących z recyklingu o długościach 10, 15 i 20 mm i ułamkach objętościowych 0,05, 0,18 i 0,30% w stosunku do objętości betonu. Energia przy pierwszym pęknięciu jest większa w przypadku betonu włóknistego o długości 20 mm w porównaniu do betonu włóknistego o długości 10 mm. Większą udarność przy pierwszym pęknięciu wykazała 0,18% włókna po 28 dniach utwardzania, a większą udarność przy niszczeniu wykazano przy zawartości 0,05% włóknistego betonu. Doszli do wniosku, że wyższą wytrzymałość wykazało włókno o długości 20 mm, a FS wzrósł o 19,20% przy zawartości 0,3% betonu z włókien PET pochodzących z recyklingu. Alberti i in . [ 78 ] badali włókno poliolefinowe o długościach 48 mm i 60 mm. Odkryli nieistotne różnice w zachowaniu między nimi w betonie. Ghernouti i in . [ 49 ] opisali, że włókno odpadowe z torebek plastikowych (PET) w SCC ma niezauważalny wpływ na FS. Rahmani i in . [ 3 ] podali, że zastąpienie 5% objętości piasku cząstkami PET o tych samych stosunkach w/c zwiększyło wytrzymałość na zginanie o 6,71% i 8,02%, ale nastąpiło zmniejszenie przy 15% podstawieniu cząstek PET w stosunku w/c o 14,7% i 6,25%. Borga i in . [ 12 ] podali, że 1% objętości włókien PET wykazuje najwyższą wytrzymałość na zginanie, a długie i zdeformowane włókna wykazują nieco lepszą wydajność niż włókna krótkie i proste. Stwierdzono, że długość włókna wykazuje większy wpływ niż rodzaj włókna. Donkor i Obonyo [ 19 ] podali, że zawartość włókien 0,4% zwiększa wytrzymałość na zginanie 3-punktowe o 22,0%. Corinaldesi i Nardinocchi [ 67 ] podali, że systemy hybrydowe poprawiły wytrzymałość na zginanie włókien PP lub PET.
6.4. Moduł sprężystości
Ryc. ( 11 ) przedstawia moduł sprężystości betonu z włóknami PP, zgodnie z raportami autorów w przeszłości. Autorzy zastosowali metody badawcze zalecane w normach EN 13412 i ASTM c 215 w celu określenia modułu sprężystości. Karahan i Atis [ 29 ] podali, że moduł sprężystości wzrastał do 0,05% zawartości włókien PP i zmniejszał się wraz ze wzrostem zawartości włókien. Yew i in . [ 61 ] podali, że włókno PP o rozmiarze 0,4 mm przy zawartości 0,75% wykazało poprawę modułu sprężystości o 24,22%. Włókno PP o rozmiarze 0,4 mm wykazało wyższy moduł w porównaniu z PP o rozmiarze 0,25 mm Fig. ( 11).
7. TRWAŁOŚĆ
Trwałość konstrukcji betonowych była szeroko badana pod kątem zapobiegania korozji stali zbrojenia w betonie. Medina [ 6 ] zbadała długość przepuszczalności wody i karbonatyzacji, czyli dwa główne procesy odpowiedzialne za trwałość. Foti [ 36 ] podał, że plastyczność betonu wzrosła dzięki zastosowaniu w betonie włókien butelkowych PET. Saikia i Brito [ 64 ] doszli do wniosku, że kilka rodzajów odpadowego kruszywa z tworzyw sztucznych zmniejsza przepuszczalność betonu; co za tym idzie, wzrosła również trwałość betonu.
7.1. Zachowanie podczas zamrażania i rozmrażania
Równomierny rozkład włókien PP tworzy strukturę siatki; w związku z tym zmniejsza się krwawienie i segregacja mieszanki betonowej, a także zmniejszają się mikropęknięcia [ 79 ]. Zhang i Li [ 60 ] doszli do wniosku, że dodatek włókna PP do betonu wykazał dobrą trwałość w cyklu zamrażania i rozmrażania. Im wyższy względny dynamiczny moduł sprężystości, tym lepsza trwałość zamrażania i rozmrażania betonu na bazie PP. Zhang i Li [ 76 ] doszli do wniosku, że dodatek włókien PP w ilości mniejszej niż 0,08% i 0,07% [ 80 ] poprawił trwałość. Zhang i Li [ 60 ] doszli do wniosku, że wzrost objętości włókien mniejszy niż 0,120% zmniejsza długość przepuszczalności wody, głębokość karbonatyzacji i odkształcenie skurczowe na sucho betonu z popiołem lotnym i pyłem krzemionkowym, ale stwierdzono, że jest to trochę zwiększona w porównaniu do betonu kontrolowanego; także odporność na zamrażanie i rozmrażanie wzrosła wraz ze wzrostem udziału objętościowego włókna poniżej 0,08% i spadła nieco powyżej 0,08%. Autorzy w przeszłości stosowali procedurę ASTM C666/C666M do badania zachowania podczas zamrażania i rozmrażania.
7.2. Karbonizacja
Fan i in . [ 80 ] doszedł do wniosku, że reakcja CO2 z CaOH i żelem cementowym nazywa się karbonatacją. Prowadzi to do korozji stalowego zbrojenia betonu na skutek spadku pH materiału. Pesic i in . [ 56 ] stwierdził, że trwałość wzrasta poprzez ograniczenie powstawania pęknięć. Pękanie koreluje z trwałością, ale pękania nie można zmierzyć [ 60 ]. Song i in . [ 81 ] badali dyfuzję rozpuszczalnego w kwasie chlorku M4 w betonach w zależności od różnej gęstości pęknięć. Fan i in . badali wpływ wczesnego pękania na trwałość i obszar pęknięcia podczas wiązania i utwardzania [ 80 ]. Younsi i in . [ 82 ] symulowały rzeczywiste warunki z szybką wodą i niedostatecznym uwodnieniem zewnętrznej warstwy betonu. Głębokość karbonatyzacji w zależności od różnych udziałów objętościowych włókna plastikowego przedstawiono na rys. ( 12 ). Autorzy zastosowali procedurę opisaną w GB/T 11974 w celu określenia karbonatyzacji.
7.3. Przepuszczalność
Tam i in . [ 83 ] doszedł do wniosku, że przepuszczalność wpływa na trwałość betonu, ponieważ przepuszczalność jest przyczyną wielu mechanizmów degradacji betonu, ruchu agresywnych chemikaliów i ruchu wody podczas cyklu zamrażania i rozmrażania [ 84 ] . Zhang i Li badali trwałość, badając nieprzepuszczalność wody, odporność na karbonatyzację, skurcz na sucho i zamrażanie-rozmrażanie PP FRC zawierającego popiół lotny i pył krzemionkowy, a także badali wpływ udziału objętościowego włókien na nieprzepuszczalność [ 60 ] cementu pucolanowego z włóknem PP [ 6 ] Zależność pomiędzy długością wodoprzepuszczalności a kompozytem betonowym z frakcją objętościową włókien PP pokazano na rys. ( 13 ). Dodatek włókna PP obniża przepuszczalność wody FRC. Udział włókien PP od 0,0% do 0,120% zmniejszył długość przepuszczalności wody z 8,7 mm do 7 mm. Fan i in . [ 80 ] stwierdził, że przepuszczalność jest odwrotnie proporcjonalna do gęstości i zwartości, tj . im mniejsza zwartość, tym wyższa przepuszczalność ze względu na większą porowatość. Do wyznaczania przepuszczalności autorzy zastosowali procedurę opisaną w J. E30-2005.
7.4. Skurcz podczas suszenia
Corinaldesi i Nardinocchi [ 67 ] podali, że skurcz i przepuszczalność betonu można zmniejszyć poprzez zastosowanie środka ekspansywnego z włóknami hybrydowymi. Wszystkie włókna z tworzyw sztucznych wykazały wyjątkową odporność na korozję betonu, z wyjątkiem włókien PET. Toutanji i in . [ 85 ] stwierdził, że skurcz tworzywa sztucznego przedwczesnego schnięcia można zmniejszyć za pomocą włókien polipropylenowych, poprawiając wytrzymałość betonu na rozciąganie i zatrzymując pęknięcia. Huang [ 86 ] podał, że kruchość matrycy zmniejsza się poprzez wprowadzenie włókna polipropylenowego. Toutanji i in . [ 85 ] podali również, że włókno polipropylenowe jest odporne na powstawanie pęknięć skutecznie spowodowanych skurczem. Tangchirapat i Jaturapitakkul [ 87 ] podali, że pęknięcia wynikają głównie z skurczu na sucho. Utrata wody w betonie następuje w suchym i gorącym środowisku, co prowadzi do pęknięć. Zhang i Li [ 60 ] użyli kompozytu betonowego z 3 pryzmami 100x100x400 mm do przeprowadzenia badania skurczu na sucho zgodnie z chińskimi normami. Po 2 dniach utwardzania przy 100% wilgotności zmierzono długości próbek, a następnie przekazano je do dalszego utwardzania. Do określenia skurczu suszeniowego autorzy zastosowali procedurę J. E30-2005.
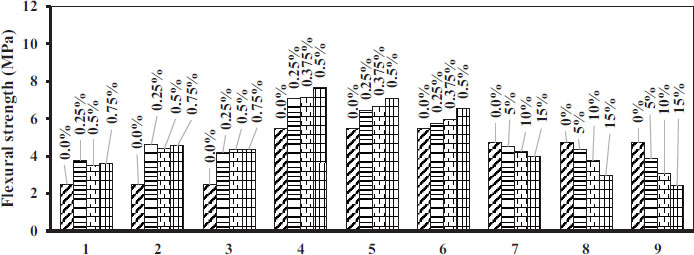 |
Rys. (10). Wytrzymałość na zginanie odpadów betonowych z włókien PP (1) Fibrylowany PP [ 18 ]; (2)PP wielowłóknowy [ 18 ]; (3) Włókna nylonowe [ 18 ]; (4) Wiązka skręcona M-PP 1 [ 61 ]; (5) Wiązka skręcona M-PP 2 [ 61 ]; (6) M-PP prosty 1 [ 61 ]; (7) Płatki grube (PET) [ 22 ]; (8) Drobna frakcja (PET) [ 22 ]; (9) Pelety z tworzyw sztucznych (PET) [ 22 ]. |
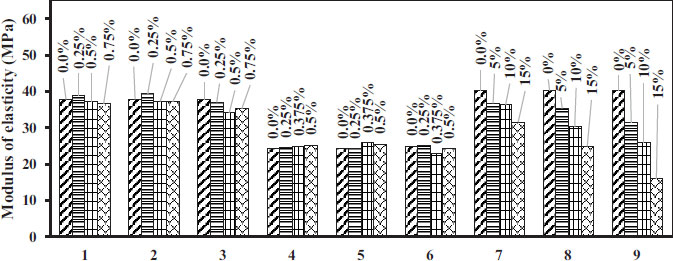 |
Rys. (11). Moduł sprężystości betonu z włóknami PP (1) Popiół lotny PP 0 kg/m3 [ 29 ]; (2) Popiół lotny PP 60 kg/m3 [ 29 ]; (3) Popiół lotny PP 120 kg/m3 [ 29 ]; (4) włókno PP 0,25 mm [ 56 ]; (5) włókno PP 0,4 mm [ 56 ]; (6) Butelka PET z recyklingu [ 61 ]; (7) Płatki grube (PET) [ 22 ]; (8) Drobna frakcja (PET) [ 22 ]; (9) Pelety z tworzyw sztucznych (PET) [ 22 ]. |
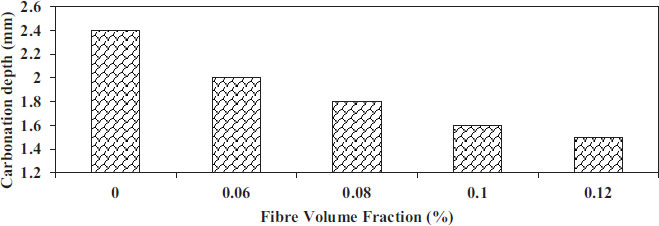 |
Rys. (12). Głębokość karbonatyzacji [ 60 ]. |
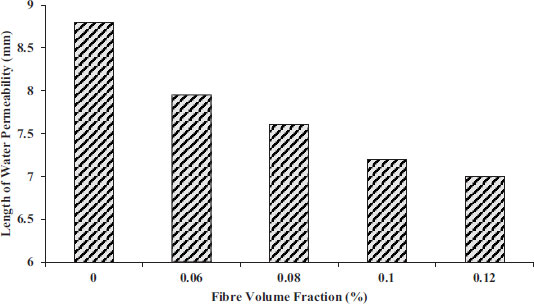 |
Rys. (13). Wpływ udziału objętościowego włókien na długość przepuszczalności wody [ 60 ]. |
7,5. Wpływ podwyższonej temperatury
Liu i in . [ 42 ] badali ewolucję właściwości chemicznych i fizycznych zaczynu cementowego, a także zmianę właściwości próbek samozagęszczalnego zaczynu cementowego (SCCP) zawierającego różne dawki włókna PP w różnych podwyższonych temperaturach. Po wystawieniu na działanie podwyższonej temperatury mikrostrukturę zbadano za pomocą skaningowej mikroskopii elektronowej (SEM) i porozymetrii wtrąceniowej rtęci (MIP). W celu sprawdzenia wpływu zmian mikrostrukturalnych na przepuszczalność próbek SCCP przeprowadzono badania przepuszczalności gazów. Porównano właściwości mikro i makro przy zastosowaniu różnych dawek włókna PP. Autorzy podali, że do zastosowania temperatury 100°C włókna PP nie topiły się, a ich kompatybilność z żelem również była dobra. Po zastosowaniu temperatury 200°C włókna stopiły się i rozprzestrzeniły przez pory, które, jak stwierdzono, absorbują więcej energii i podwyższają temperaturę. W temperaturze 300°C, w wyniku topienia włókien PP, stwierdza się dyfuzję wilgoci. Autorzy pracy badawczej [ 20 ] stwierdzili niespójność właściwości mechanicznych i termicznych betonu zawierającego włókna PP poddawanego działaniu wysokich temperatur. Kalifa [ 88 ] podał, że włączenie włókien spowodowało znaczne zmniejszenie pola ciśnienia, które akumulowało się w porowatej sieci podczas ogrzewania. Persson [ 89 ] zaproponował, że zawartość włókien wynosząca 0,7 kg/m3 w betonie wewnętrznym i 1,4 kg/m3 w betonie tunelowym jest wystarczająca, aby zapobiec odpryskiwaniu w wyniku wybuchu pożaru w betonie samozagęszczalnym.
8. SKANINGOWA MIKROSKOPIA ELEKTRONOWA
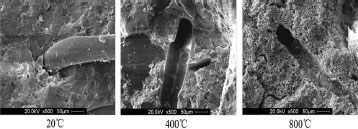
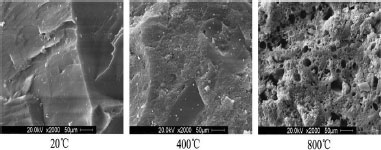
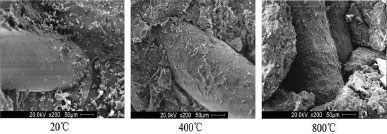
Zheng i in . [ 60 ] zbadali utratę masy i wygląd hybrydowych RPC w procesie ogrzewania, używając małych kawałków o wielkości około 5 mm z próbek uszkodzonych na skutek ściskania (kostki o wymiarach 70,70 x 70,70 x 70,70 mm, pryzmaty 40,0 x 40,0 x 160,0 mm i 70,70 x 70,70 x 228 pryzmaty mm); pobrano także próbki do badania pod skaningowym mikroskopem elektronowym (SEM). Mikrografię SEM kanału stopionego PPF i PPF pokazano na ryc. ( 14 ), to samo włókna głównego na ryc. ( 15 ) i matrycy RPC na ryc. ( 16 ). W temperaturze pokojowej RPC wykazywał wyższą wytrzymałość, ponieważ wewnętrzna struktura RPC jest gęsta i istnieje ciągły blok żelu CSH, jak pokazano na ryc. ( 16 ). Przy 400 LC, bez zmiany gęstości RPC, w żelu CSH zaczyna wzrastać. Mikrografie SEM zgłoszone przez autorów w przeszłości przedstawiono na ryc. ( 17 – 25 ).
 |
Rys. (14). Mikrografie SEM kanału stopu PPF i PPF [ 31 ]. |
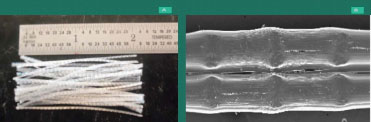 |
Rys. (15). Włókna Master Fibre MAC Matrix ( a ) Zdjęcie włókien ( b ) Obraz SEM włókna przedstawiający usieciowane włókna ciągłe [ 19 ]. |
 |
Rys. (16). Mikrografie SEM matrycy RPC [ 31 ]. |
 |
Rys. (17). Mikrografie SEM powierzchni styku włókna stalowego z osnową [ 31 ]. |
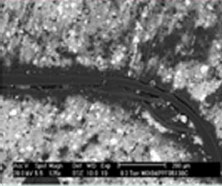
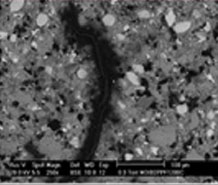
Liu [ 42 ] podał, że makropęknięć nie można uchwycić przy powiększeniu mniejszym niż 35X. Ryc. ( 21 i 25 ) wykazują widoczne pęknięcia termiczne na powierzchni spowodowane różnicami temperatur. Przy powiększeniu 500X fizyczny rozmiar obrazu wynosi 263 μm i 186 μm szerokości w stanie używanym. Dla 0,152 μm na piksel rozmiar obrazu wynosi 1728 × 1027 pikseli. Do wykonania zdjęć użyto mikroskopu wideo o powiększeniu 35X i rozmiarze obrazu 640 × 414 pikseli [ 42 ]. Fig. ( 17 ) przedstawia granicę między osnową a włóknem stalowym po ekspozycji na kanały topienia 20 LC, 400 LC i 800 LC matrycy RPC PPF i PPF. Doniesienia Liu i in . [ 42 ], jak pokazano na fig. ( 22 i 23 ) wyjaśniają, że włókno PP nie topiło się do temperatury 130°C. Wynika z tego oczywiste, że włókna PP mają dobry kontakt z produktami hydratacji i że nie ma wyraźnej granicy między nimi a matrycą. Ryc. ( 18 i 24 ) wskazują, że po podgrzaniu próbek do 200°C nastąpiło topienie włókna PP. Kiedy włókna PP topią się, stopione włókna w stanie ciekłym przemieszczają się przez otaczające je pory. Ta zmiana służy jako łącznik pomiędzy towarami uwodnionymi. Stopione włókno PP pochłania więcej energii i odparowuje w wyższych temperaturach. W rezultacie ścieżka przepływu i pozostałości kanału światłowodowego łączą się ze sobą, tworząc bardziej połączoną sieć porów. Zdjęcie próbki HPCP PPF1 podgrzanej do 300°C pokazano na ryc. ( 19 ). Kiedy włókna PP topią się, pozostałe włókna PP działają jak kanał umożliwiający dyfuzję wilgoci.
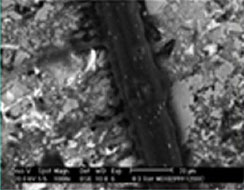 |
Rys. (18). Zdjęcie zrobione z próbki SCCP PPF1 w temperaturze 200 °C [ 42 ]. |
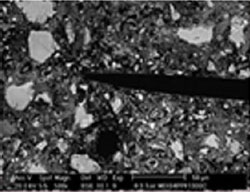 |
Rys. (19). HPCP PPF1 ogrzewany w temperaturze 300 °C [ 42 ]. |
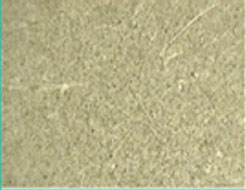 |
Rys. (20). HPCP PPF1 ogrzewano w temperaturze 130 °C [ 42 ]. |
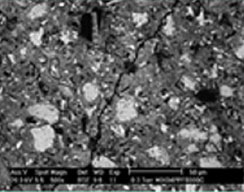 |
Rys. (21). HPCP PPF0 ogrzewany w temperaturze 300 °C [ 42 ]. |
 |
Rys. (22). HPCP PPF05 ogrzewany w temperaturze 130 °C [ 42 ]. |
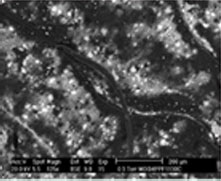 |
Rys. (23). HPCP PPF1 w temperaturze 130 °C [ 42 ]. |
 |
Rys. (24). SCCP PPF1 w temperaturze 200 °C [ 42 ]. |
 |
Rys. (25). HPCP PPF0 w temperaturze 400 °C [ 42 ]. |
9. ZASTOSOWANIA WŁÓKNA TWORZYW SZTUCZNYCH W TERENIE
Na całym świecie potrzebne są dalsze badania nad wykorzystaniem odpadowych włókien z tworzyw sztucznych w betonie, mimo że w różnych projektach stosowano beton wzmocniony włóknami z tworzyw sztucznych. Różne problemy środowiskowe można wyeliminować, stosując tworzywa sztuczne w betonie cementowym. W przypadku lekkich zastosowań półkonstrukcyjnych, takich jak ścianki działowe, ściany i panele podłogowe, można zastosować spieniony beton GRP. Do wzmacniania betonowych ścieżek dla pieszych i prefabrykowanych paneli zastosowano włókna z tworzyw sztucznych pochodzące z recyklingu [ 74 ]. Asokan i in . [ 4 ] opracowali architektoniczne panele elewacyjne o grubości 12 mm i 8 mm, wykorzystujące odpadowe włókna GRP z 5%, 15%, 30% i 50% częściowymi substytutami drobnego kruszywa. Cengiz i Turanli [ 5 ] opracowali płytę z betonu natryskowego wzmocnionego włóknem o zawartości włókien odpowiednio 0,78% i 1,1%. Shi Yin i in . [ 74 ] opracowali ścieżki dla pieszych z betonu włóknistego o zawartości 0,45% i 0,67% PP w 25 MPa oraz panele prefabrykowane z betonu o twardości 40 MPa.
Dalhat i in . [ 1 ] zgłosiło wykorzystanie lekkich i specjalnych chodników, torów wyścigowych, pomostów oraz pasów dla pieszych i rowerów. Borga i in . [ 12 ] opracowali panele Kraai z 0,5, 1 i 1,5% zawartością włókien plastikowych w betonie. Zhang i in . [ 60 ] podali, że możliwa jest budowa chodników z dodatkiem włókien polipropylenowych. Saikia i Brito [ 88 ] opisali powstawanie lekkiego betonu, płyt chodnikowych i konstrukcji hydraulicznych poprzez zastąpienie FA i CA kruszywem PET. Pelisser i in . [ 25 ] opracowali małe, cienkie płyty z dodatkiem włókien PP, szklanych, nylonowych i PET do mieszanki zaprawy.
Ze względu na niewielką wagę kruszywa z tworzywa sztucznego następuje spadek gęstości; stąd może być stosowany jako beton lekki, a dzięki większej odporności na przepuszczalność może być stosowany w zbiorniku wodnym. Raju i in . [ 65 ] zgłaszane tak samo jak Saikia, ale w zakresie współczynnika kształtu 50 tylko ze względu na jego niską urabialność [ 56 ].
10. PRZYSZŁE ZALECENIA
Na podstawie przeglądu wykonanego na odpadowym betonie z tworzyw sztucznych zaleca się wykonanie następujących prac na niezbadanych/mało zbadanych obszarach do przyszłych badań:
1. Doniesiono o niewielkiej liczbie prac dotyczących wpływu różnych rodzajów odpadów tworzyw sztucznych, takich jak PP, HDPE i PET, na właściwości wytrzymałościowe betonu stosowanego jako materiał zastępczy kruszyw. Dlatego wymagane są szczegółowe badania różnych właściwości wytrzymałościowych betonu zawierającego osobno PP, HDPE i PET w porównaniu do zwykłego betonu.
2. Doniesienia na temat wpływu różnych metod mieszania włókien odpadowych tworzyw sztucznych, takich jak PP, HDPE i PET, na FRC są skąpe. W związku z tym wydaje się, że badania w tym obszarze są zasadniczo potrzebne.
3. Dostępnych jest bardzo niewiele prac na temat wpływu kształtu, proporcji i powierzchni włókien odpadowych tworzyw sztucznych w FRC. Dlatego wymagane są szczegółowe badania betonu zawierającego każdy rodzaj odpadów z tworzyw sztucznych.
4. Z przeglądu wynika, że niewiele jest doniesień na temat trwałości betonu zawierającego odpady tworzyw sztucznych. Dlatego wymagane jest pełne badanie różnych aspektów trwałości betonu zawierającego każdy rodzaj odpadów z tworzyw sztucznych w porównaniu ze zwykłym betonem.
5. Widać niewiele doniesień na temat stosowania PP w betonie samozagęszczalnym. Zachowanie HDPE i PET w betonie samozagęszczalnym nie zostało jeszcze ustalone.
6. Ponadto w celu ustalenia jakości FRC wymagane jest badanie na dużą skalę właściwości termicznych betonu zawierającego odpady tworzyw sztucznych jako zamiennik kruszywa.
7. Rzadko widoczne są raporty z oceny cyklu życia i analizy kosztów cyklu życia plastikowych FRC, dla których wymagane jest szczegółowe badanie.
8. Stwierdzono, że prawie nie ma badań dotyczących zanieczyszczenia spowodowanego wymywaniem toksycznych składników z betonu za pomocą odpadów z tworzyw sztucznych. Dlatego też niezbędne są badania w tym obszarze.
WNIOSEK
Po dokonaniu przeglądu literatury dotyczącej odpadowego betonu z tworzyw sztucznych wyciągnięto następujące ważne wnioski:
1. Obróbka powierzchniowa odpadów z tworzyw sztucznych materiałami reaktywnymi, takimi jak metakaolin, popiół żelaza i pył krzemionkowy, zwiększa wytrzymałość odpadowego betonu z tworzywa sztucznego w wyniku reakcji pucolanowej. Wytrzymałość na ściskanie wzrosła po dodaniu włókien do 0,45%, a dla uzyskania dobrej wytrzymałości na ściskanie zaleca się stosowanie 0,4%.
2. Dodatek odpadowych włókien tworzyw sztucznych do betonu cementowego zwiększa wytrzymałość na rozciąganie i zginanie ze względu na dobre wiązanie pomiędzy betonem i tworzywem sztucznym. Wiązanie zwiększa się po wprowadzeniu pyłu krzemionkowego do takiego betonu. Wiązanie cementu z tworzywem sztucznym można poprawić poprzez wykonanie występów na włóknie. Gdy 15% piasku zastąpi się cząstkami PET przy stosunku wody do cementu wynoszącym 0,42 i 0,54, następuje zmniejszenie wytrzymałości na rozciąganie odpowiednio o 15,9% i 18%.
3. Następuje poprawa ciągliwości betonu odpadowego z tworzyw sztucznych w wyniku zatrzymania mikropęknięć przez włókno tworzywa sztucznego.
4. Moduł Younga betonu cementowego maleje wraz ze wzrostem zawartości włókien plastycznych.
5. Dodatek włókien PP zwiększył wodoszczelność betonu.
6. Kruszywa odpadowe z tworzyw sztucznych spełniają normy kruszyw lekkich. Zatem wprowadzenie odpadów tworzyw sztucznych jako kruszywa betonowego obniża gęstość betonu i spełnia wymagania betonu lekkiego. Urabialność betonu z odpadów tworzyw sztucznych zmniejsza się wraz ze wzrostem ilości odpadów z tworzyw sztucznych. Wiązki skręcone wykazywały wyższą urabialność niż włókno proste.
7. Kruszywo odpadowe z tworzyw sztucznych ma niższy współczynnik przewodności cieplnej w porównaniu do kruszywa naturalnego, co korzystnie wpływa na kontrolowanie utraty lub wzrostu temperatury w konstrukcji wykonanej z betonu odpadowego z tworzyw sztucznych. Hybrydowy beton zbrojony włóknami z tworzywa sztucznego ma większą tolerancję na podwyższone temperatury w porównaniu do zwykłego betonu.
8. Beton z włókna PP wykazuje większą odporność na odpryskiwanie ze względu na działanie mostkujące.
LISTA SKRÓTÓW
| PP | = Polipropylen |
| ZWIERZAK DOMOWY | = Politereftalan etylenu |
| HDPE | = Polietylen o dużej gęstości |
| MIP | = Porozymetria intruzyjna rtęci |
| SCCP | = Samozagęszczalna pasta cementowa |
| SEM | = Skaningowa mikroskopia elektronowa |
ZGODA NA PUBLIKACJĘ
Nie dotyczy.
FINANSOWANIE
Autorzy na niniejszą pracę nie otrzymali żadnych środków finansowych z żadnego źródła.
KONFLIKT INTERESÓW
Autorzy nie zgłaszają żadnego konfliktu interesów, finansowego ani innego.
PODZIĘKOWANIE
Zadeklarowano brak.

© 2023 Rao i in .
Licencja Ogólnodostępna: Jest to artykuł o otwartym dostępie rozpowszechniany na warunkach Międzynarodowej Licencji Publicznej Creative Commons Uznanie autorstwa 4.0 (CC-BY 4.0), której kopia jest dostępna pod adresem: https://creativecommons.org/licenses/by /4.0/kod prawny. Niniejsza licencja pozwala na nieograniczone wykorzystanie, dystrybucję i reprodukcję na dowolnym nośniku pod warunkiem podania oryginalnego autora i źródła.
Link do artykułu: https://opencivilengineeringjournal.com/VOLUME/17/ELOCATOR/e187414952301100/FULLTEXT/
Link do artykułu:
{kind=link}
Pierwsza droga ze szkła i plastiku pochodzącego z recyklingu w Nowej Południowej Walii w Australii na przedmieściach. By Maksym Kozlenko – Own work, CC BY-SA 4.0, https://commons.wikimedia.org/w/index.php?curid=72442428