


Odpady z tworzyw sztucznych stanowią poważny problem w krajach rozwijających się, gdzie często nie istnieją wydajne systemy zbiórki i recyklingu. Kompozyty piaskowe związane z tworzywami sztucznymi stanowią tanią alternatywę dla recyklingu wybranych odpadów z tworzyw sztucznych. W niniejszych badaniach zbadano produkcję i właściwości piasku związanego z tworzywami sztucznymi, wytwarzanego z polietylenu o małej i dużej gęstości (LDPE i HDPE). Produkcja piasku związanego z tworzywami sztucznymi w Gambii została wykorzystana jako studium przypadku w celu zidentyfikowania potencjalnych barier dla tej technologii. Przetwarzanie przeprowadzono poprzez formowanie w piecu lub technikę mieszania na gorąco i określono właściwości utworzonych próbek piasku związanego LDPE i HDPE. Obróbka w temperaturach od 250°C do 325°C pozwoliła uzyskać optymalną wytrzymałość na ściskanie i zginanie. Wyższe temperatury przetwarzania zmniejszały wytrzymałość, a niższe temperatury dawały próbki niejednorodne. Termiczna degradacja plastyczna zachodzi w temperaturze 400 ° C w N2 i 250°C w powietrzu. Przetwarzanie w temperaturach poniżej 250 °C w warunkach beztlenowych jest niezbędne do kontrolowania gazów odlotowych. Optymalny dodatek piasku w celu uzyskania najwyższej wytrzymałości na ściskanie wynosił od 65 do 80%, w zależności od wielkości cząstek piasku. HDPE wykazywał wyższą maksymalną wytrzymałość na ściskanie (37,1 MPa) w porównaniu z LDPE (27,2 MPa). Piasek związany z tworzywami sztucznymi ma zwiększoną wytrzymałość, wiązkość (podatność materiału na pękanie lub złamanie), plastyczność i przewodność cieplną w porównaniu z betonem i piaskowcem C20/25 i może być stosowany do budowy ścian i płytek chodnikowych. Omówiono potencjalne zastosowania i implikacje przetwarzania odpadów z tworzyw sztucznych przez łączenie piasku z tworzywami sztucznymi w krajach rozwijających się .
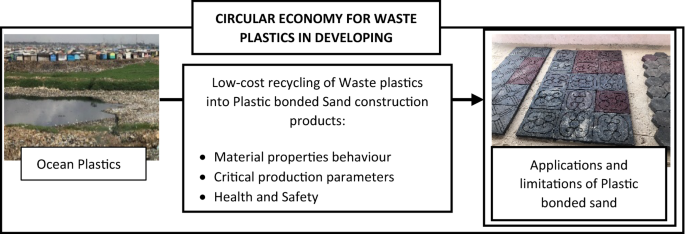
Streszczenie graficzne

Oświadczenie o nowości
Potrzebne są tanie rozwiązania w zakresie recyklingu, aby zająć się oceanicznymi tworzywami sztucznymi z krajów rozwijających się. Odpady z tworzyw sztucznych są wykorzystywane jako spoiwo do produkcji lekkich produktów budowlanych, w tym nawierzchni i dachówek w DC, aby usprawnić recykling. Jednak nie ma kompleksowych danych ani jasnego zrozumienia zachowania materiału piasku związanego z tworzywami sztucznymi. Ta luka badawcza utrudniła jego zastosowanie na szeroką skalę, pomimo jego ogromnego potencjału w zakresie usprawnienia wysiłków w zakresie recyklingu i zapewnienia miejsc pracy w DC. Obszerne dane pierwotne dotyczące właściwości oraz kwestii związanych ze zdrowiem i bezpieczeństwem piasku związanego z tworzywami sztucznymi, przedstawione w tej pracy, ujawniają odpowiednie zastosowania i ograniczenia nowej technologii. Odkrycia stanowią podstawę rozwoju nowego łańcucha wartości dla odpadów z tworzyw sztucznych w DC.
Wprowadzenie
Pomimo znacznej poprawy światowych wskaźników recyklingu, tylko mniej niż 20% odpadów z tworzyw sztucznych jest właściwie zagospodarowywanych [ 1 ]. Niewłaściwa utylizacja plastiku powoduje problemy środowiskowe związane z oceanicznymi plastikami, obecnie uznanymi za główny problem globalny [ 2 , 3 ] . Szacuje się, że 80% oceanicznych tworzyw sztucznych pochodzi z nadmorskich krajów rozwijających się (DC), gdzie nieodpowiednie systemy gospodarowania odpadami z tworzyw sztucznych skutkują masowym zrzucaniem tworzyw sztucznych do zbiorników wodnych [ 4 ]. Typowy przykład z Ghany pokazano na ryc. 1 . Niewłaściwie zarządzane odpady z tworzyw sztucznych blokują systemy odwadniające i drogi wodne, zwiększając ryzyko powodzi i stagnacji wody, co może mieć poważny szkodliwy wpływ na zdrowie publiczne.


Masowe wyrzucanie plastikowych odpadów do laguny Korle w Akrze w Ghanie
Istnieją tanie technologie recyklingu tworzyw sztucznych, które wytwarzają kruszywa i włókna do stosowania w lekkim betonie i elastycznych nawierzchniach [ 5 , 6 , 7 , 8 , 9 ]. Beton zawierający kruszywo polietylenowe ma zwiększoną elastyczność i wytrzymałość [ 10 ]. Elastyczne nawierzchnie o wysokiej wydajności zostały wyprodukowane z odpadów asfaltowych modyfikowanych tworzywami sztucznymi przy obniżonych kosztach [ 11 , 12 , 13 , 14 , 15 , 16 , 17 ]. PET został użyty do zastąpienia 20% wag. kruszywa w asfalcie o małej gęstości [ 18]. Wyprodukowano elastyczne nawierzchnie, w których 30% wag. kruszywa zastąpiono LDPE [ 19 ].
WasteAid UK opracowało zestaw narzędzi do szkolenia lokalnych społeczności w DC w zakresie produkcji piasku związanego z tworzywami sztucznymi przy użyciu wszechobecnych plastikowych opakowań jednorazowego użytku [ 20 ]. W wielu krajach, w tym w Kenii, Kolumbii, Kamerunie, Ugandzie, Gambii i Ghanie, trwa innowacyjne wykorzystanie piasku związanego z tworzywami sztucznymi w kostkach brukowych, płytkach, słupach reklamowych i panelach konstrukcyjnych w tanich domach. Tego rodzaju zastosowania recyklingu zapewniają lokalne możliwości zatrudnienia i zapewniają gospodarkę o obiegu zamkniętym dla wybranych odpadów z tworzyw sztucznych [ 21 , 22 , 23 , 24]. Jednak badania nad wykorzystaniem odpadów z tworzyw sztucznych, zwłaszcza LDPE i HDPE, do produkcji piasku związanego z tworzywami sztucznymi są ograniczone. Wymagane jest dalsze zrozumienie wpływu temperatury na obróbkę i właściwości różnych kompozycji piasku związanego z tworzywami sztucznymi. Niniejsze badania przedstawiają, w jaki sposób warunki przetwarzania i skład wpływają na gazy wytwarzane podczas przetwarzania oraz właściwości piasku związanego plastycznie. Przedstawiono wpływ temperatury obróbki, ilości dodatku piasku i wielkości cząstek piasku na wytrzymałość na ściskanie i zginanie mas wiązanych plastycznie na bazie LDPE i HDPE. Omówiono potencjał tych materiałów w rozwiązaniu problemu odpadów z tworzyw sztucznych w DC.
Studium przypadku produkcji piasku związanego z tworzywami sztucznymi w Gambii
Produkcja piasku związanego z tworzywami sztucznymi w Gunjur w Gambii była badana w czerwcu 2019 r., aby zrozumieć, w jaki sposób te materiały są produkowane w terenie i zidentyfikować bariery dla szerszego wykorzystania procesu produkcyjnego. Badanie zostało przeprowadzone we współpracy z WasteAid UK i obejmowało 90 mieszkańców Gunjur, którzy zbierali, sortowali i przetwarzali odpady z tworzyw sztucznych na produkty z piasku związanego z tworzywami sztucznymi. Co tydzień przetwarzano 800 kg LDPE na pokrycia dachowe i płytki chodnikowe, które wykorzystywano do układania nawierzchni na terenach lokalnych firm.
Odpady z tworzyw sztucznych zostały zebrane z gospodarstw domowych i wysypisk śmieci. Nieformalni zbieracze odpadów mogą odzyskać ~ 80% wartościowych surowców wtórnych z komunalnych odpadów stałych przy użyciu prostych technik sortowania [ 25 ]. LDPE oddzielono od odpadów za pomocą numeru recyklingu na pojemnikach (4 dla LDPE) oraz prostych testów płomienia i rozciągania, jak pokazano na ryc. 2a . LDPE wytwarza niebieski płomień po zapaleniu i ma większą elastyczność i plastyczność niż inne tworzywa sztuczne. Jako wypełniacz zastosowano miejscowy piasek budowlany. Posortowany LDPE i piasek przed obróbką suszono na słońcu, a jako opał stosowano drewno opałowe. Chociaż drewno opałowe jest wszechobecne w Gunjur, do tego procesu zaleca się bardziej wydajne źródło paliwa.

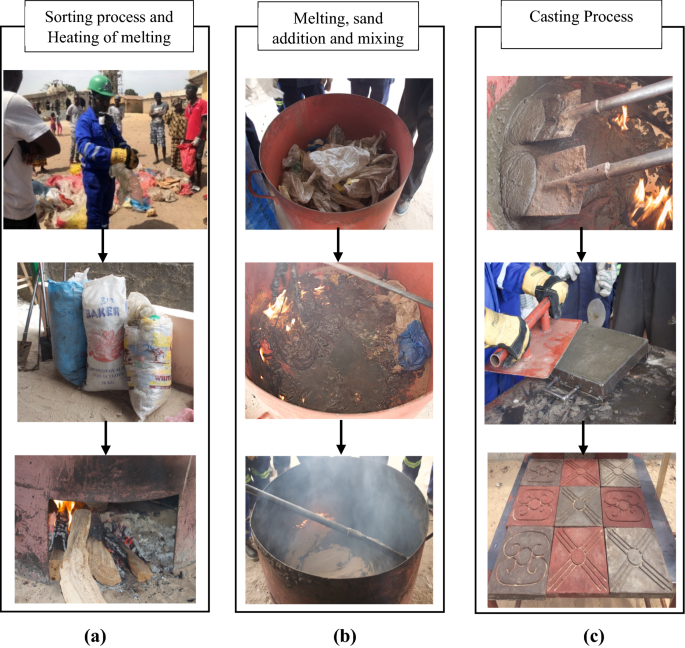
Produkcja piasku związanego z tworzywami sztucznymi w Gambii. Proces obejmuje sortowanie i topienie odpadowych tworzyw sztucznych LDPE, mieszanie piasku ze stopionymi tworzywami sztucznymi i odlewanie do stalowych form w celu uformowania płytek chodnikowych z piaskiem związanym z tworzywami sztucznymi
Wymaganą ilość LDPE ogrzewano w metalowej stalowej beczce wykonanej lokalnie, wstępnie ogrzanej do około 150°C. Następnie LDPE dalej ogrzewano, aż stopił się w temperaturze od 220 do 420 ° C, jak pokazano na ryc. 2b . Następnie do stopionego LDPE dodano piasek, aż do utworzenia jednorodnej pasty przypominającej ciasto. Został on następnie odlany do stalowych form, wstępnie pokrytych olejem palmowym, w celu uformowania nawierzchni z piasku związanego z tworzywami sztucznymi i dachówek, jak pokazano na ryc. 2c . Temperatura pasty przed odlewaniem wynosiła od 200 do 210°C. Wszystkie pomiary temperatury rejestrowano za pomocą termometru na podczerwień.
Osoby zaangażowane w przetwarzanie nosiły maski gazowe, kombinezony ognioodporne, buty ochronne, rękawice żaroodporne i okulary ochronne, aby zminimalizować ryzyko narażenia na gazy odlotowe. Tworzywa sztuczne często zapalały się podczas topienia i wytwarzały dym, jak pokazano na ryc. 2b . Dym może zawierać niebezpieczne związki, które stwarzają zagrożenie dla zdrowia pracowników [ 26 , 27 , 28 ]. Potencjalny wpływ związków na zdrowie może obejmować efekty sensoryczne, uszkodzenia narządów docelowych, układ nerwowy i skutki dla układu oddechowego [ 29 ]. Dopuszczalne wartości narażenia przy pracy dla wybranych związków powstających podczas termicznej obróbki polietylenu w temperaturze > 325°C przedstawiono w tabeli 1 [ 30 , 31 , 32]. Rodzaj żywicy, zawartość monomerów resztkowych, stopień stabilizacji oraz obecność dodatków mają wpływ na charakterystykę emitowanych LZO. Dodatki i stabilizatory UV obecne w przetwarzanych tworzywach sztucznych, takie jak dibutylohydroksytoluen, ulatniają się w temperaturach przetwarzania > 265°C [ 33 ]. Kluczowe obserwacje terenowe, które stanowiły podstawę eksperymentów w ramach tych badań, obejmowały:
- Uwalnianie dymu i gazów odlotowych w wyniku przetwarzania w niekontrolowanych temperaturach
- Wpływ zmiennej temperatury obróbki na właściwości masy plastycznej
- Wpływ dodatku piasku i wielkości cząstek na właściwości piasku związanego plastycznie.
Materiały i metody
Polietylen (C 2 H 4 ) n jest niepolarnym polimerem bez grup funkcyjnych przyłączonych do szkieletu węglowego i dzieli się na polietylen o małej gęstości (LDPE) i polietylen o dużej gęstości (HDPE). LDPE ma wysoką plastyczność przy gęstości od 0,91 do 0,94 g cm – 3 i krystaliczności od 35 do 55%. HDPE ma gęstość większą niż 0,94 g cm – 3 przy wyższej krystaliczności, wytrzymałości i sztywności w porównaniu z LDPE. W doświadczeniach wykorzystano saszetki z wodą wykonane z nakrętek LDPE i HDPE.
Jako wypełniacz zastosowano dostępny w handlu piasek kwarcowy o gęstości cząstek 2,65 g cm – 3 . Wysuszono go i przesiano na trzy różne frakcje wielkości cząstek o wielkości cząstek (d) w mm d < 0,30, 0,30 < d < 0,60 i 0,60 < d < 1,35. Przyjęto, że średni rozmiar cząstek dla trzech rozmiarów wynosi 0,15 mm, 0,45 mm i 0,98 mm.
Próbki testowe wytworzono przy użyciu dwóch procesów. Technika formowania w piecu (OMT) polegała na podgrzaniu warstw mieszanki tworzyw sztucznych i piasku do wymaganej temperatury obróbki (piec Wild Barefield M253 o czułości temperaturowej ± 5°C). Mieszaninę mieszano po 7, 10 i 15 min w temperaturze wymaganej do uzyskania jednorodnej mieszaniny. Mieszankę następnie odlano do stalowych form o boku 50 mm, wstępnie podgrzanych do co najmniej 150°C, aby zapewnić powolne chłodzenie, skuteczne zagęszczenie i zapobiec deformacji z powodu gwałtownych zmian temperatury [ 35 , 36 ]. Mieszankę następnie zagęszczono i ochłodzono do temperatury pokojowej w celu utworzenia próbek piasku związanego plastycznie. Badane próbki przetwarzano w temperaturze w zakresie od 250 do 375°C w odstępach co 25°C.
W technice mieszania ciepła (HMT) tworzywo sztuczne topiono w przykrytym rondlu na płycie grzejnej. Następnie do stopionego tworzywa termoplastycznego dodano wymaganą ilość piasku. Mieszanie kontynuowano aż do utworzenia jednorodnej mieszanki, którą następnie sprasowano we wstępnie ogrzanych stalowych formach o boku 50 mm. Próbki formowano po schłodzeniu do temperatury pokojowej [ 35 , 36 ].
Tabela 2 pokazuje różne projekty mieszanek próbek przygotowanych i przetestowanych w tej pracy. Zbadano wpływ temperatury przetwórstwa na wytrzymałość na ściskanie i zginanie mas wiązanych plastycznie metodą preparacji OMT. Zbadano również wpływ rodzaju spoiwa termoplastycznego na wytrzymałość na ściskanie, chociaż różne tworzywa sztuczne wymagały różnych czasów topnienia w celu uzyskania optymalnych próbek. Próbki LDPE ogrzewano przez 70 min, podczas gdy próbki HDPE ogrzewano przez 90 min. Zbadano również wpływ proporcji i wielkości cząstek piasku na właściwości masy związanej plastycznie metodą produkcji HMT.
Do określenia wytrzymałości na ściskanie, plastyczności i modułu sprężystości użyto maszyny testowej Zwick Roell 1474. Obciążenia ściskające stosowano z szybkością odkształcenia 10 mm min -1 , aż próbki wykazywały 10% odkształcenie lub zastosowane naprężenie zmniejszyło się po obciążeniu szczytowym do 10% wytrzymałości szczytowej. Suwmiarki z noniuszem zostały użyte do zmierzenia wymiarów próbek do obliczeń naprężenie-odkształcenie, a dane wyjściowe zostały przeanalizowane przy użyciu oprogramowania TestXpert 3 w wersji 1.11 w celu utworzenia krzywych naprężenia-odkształcenia ściskającego.
Testy trójpunktowego zginania przeprowadzono zgodnie z normą ASTM C580-02 (Zwick Roell Z010). Przebadano co najmniej pięć próbek, a wyniki uśredniono, aby uzyskać każdy punkt danych. Testy przeprowadzono przy prędkości wodzika 1 mm min -1 przy odległości podparcia (L) równej 30 mm. Głębokość pręta próbki (d) i szerokość (b) mierzono za pomocą suwmiarki z noniuszem. Oprogramowanie TestXpert 3 zmierzyło ugięcia (D) w środku belki w celu wygenerowania krzywych siła-przemieszczenie. Całkowitą pracę pękania obliczono z pola powierzchni pod krzywymi naprężenie-odkształcenie. Naprężenie i odkształcenie przy zginaniu obliczono za pomocą następujących równań:
Przewodność cieplną próbek piasku związanego plastycznie zmierzono za pomocą nieniszczącego testu opartego na technice źródła płaszczyzny przejściowej zgodnie z ISO 22007–2:2015 (analizator Hot Disk M1, Thermal 18 Instruments Ltd). Czujnik z gorącym dyskiem umieszczono pomiędzy powierzchniami dwóch próbek blokowych w temperaturze pokojowej (23,3°C). Ciepło dostarczano z czujnika przy mocy wyjściowej 0,25 mW przez 40 s i mierzono temperaturę w funkcji czasu [ 37 ].
Obrazy pękniętych powierzchni próbek badanych w trzypunktowym zginaniu uzyskano za pomocą skaningowej mikroskopii elektronowej (SEM, maszyna Hitachi TM4000Plus).
Analizę termograwimetryczną (TGA) zastosowano do zbadania wpływu temperatury i czasu na degradację tworzywa sztucznego (Mettler Toledo TGA 2 z 70 ul tyglem z tlenku glinu). 6 mg LDPE ogrzewano od 30°C do 600°C ze stałą szybkością 10 K min -1 w powietrzu i N2 przy natężeniu przepływu gazu płuczącego 50 ml min – 1 . Próbki testowe ogrzewano również w 260 ° C i 310 ° C przez 20 minut w eksperymentach izotermicznych, aby zaobserwować wpływ czasu przetwarzania na degradację termiczną w powietrzu.
Wyniki
Wpływ temperatury obróbki na zachowanie się naprężenie-odkształcenie i wytrzymałość na ściskanie próbek piasku LDPE związanego tworzywem sztucznym zawierającego 75% wag. piasku o wielkości cząstek d ≤ 300 µm pokazano na ryc. 3. Podwyższenie temperatury od 185 do 240°C zwiększa wytrzymałość na ściskanie o 30-65% w zależności od zawartości piasku. Przetwarzanie w temperaturach między 250 a 350°C nie powodowało znaczących zmian w wytrzymałości na ściskanie. Wyższe temperatury zmniejszały wytrzymałość na ściskanie i zmniejszały pracę pękania z powodu degradacji tworzywa sztucznego. Próbki przygotowane w temperaturze 375°C mogły wytrzymać około 20% maksymalnego obciążenia przy odkształceniu 0,075, podczas gdy próbki przygotowane w temperaturze 250°C zachowały co najmniej 74% wytrzymałości końcowej przy odkształceniu 0,024. Moduł ściskania piasku związanego plastycznie, określony w zakresie od 0 do 0,012 odkształcenia, zmieniał się w zakresie od 0,6 do 0,8 GPa.


Wpływ różnych temperatur obróbki na: zachowanie się naprężenia i odkształcenia piasku związanego tworzywem sztucznym LDPE o zawartości piasku 75% wag. i d ≤ 300 µm. Wraz ze wzrostem temperatury obserwuje się rosnącą kruchość. b wytrzymałość na ściskanie piasku związanego LDPE z 75% wag. piasku i d ≤ 300 µm
Tryby zniszczenia próbek testowanych na ściskanie pokazano na ryc. 4 . Próbki poddane obróbce w temperaturze powyżej 325°C uległy uszkodzeniu wzdłuż płaszczyzny ścinania pod kątem 45° i rozpadły się na mniejsze kawałki [ 35 ]. Próbki o temperaturze poniżej 325 °C uległy zniszczeniu wzdłuż warstw zagęszczania bez rozpadu ze względu na niejednorodność próbek przetwarzanych w niższych temperaturach.

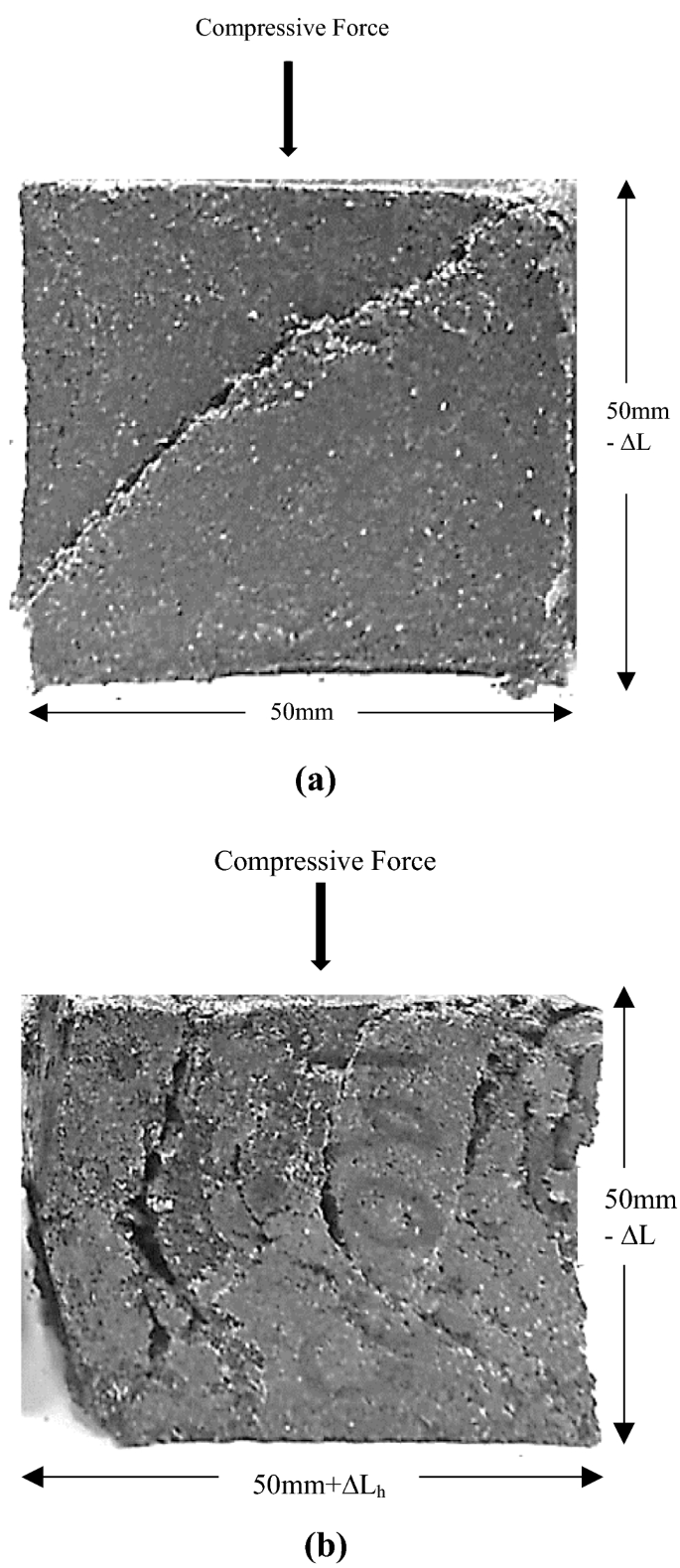
Sposoby zniszczenia obserwowane w próbkach piasku LDPE związanego tworzywem sztucznym z 75% wag. piasku i d ≤ 300 µm: płaszczyzna ścinania o przybliżonym kącie 45° obserwowana dla próbek przetwarzanych w temperaturze > 325°C. b zniszczenie przy ścinaniu wzdłuż warstw zagęszczania w próbkach przetwarzanych w temperaturze ≤ 325 °C. ∆L odnosi się do odkształcenia w kierunku przyłożonej siły ściskającej, a ∆Lh jest odkształceniem prostopadłym do przyłożonej siły ściskającej
Wpływ temperatur obróbki na właściwości zginania próbek piasku związanego plastycznie pokazano na ryc. 5 . Moduł sprężystości przy zginaniu próbek poddanych obróbce w temperaturze powyżej 275°C wynosił od 0,5 do 0,7 GPa. Wytrzymałość na zginanie próbek przetwarzanych przez 27 minut pozostawała stała między 250 a 325 ° C. Obróbka w temperaturze powyżej 325°C spowodowała znaczne zmniejszenie wytrzymałości na zginanie i zmniejszenie pracy pękania . Wydłużenie czasu przetwarzania daje bardziej jednorodną próbkę z ulepszonym wypełnieniem piaskiem, co zwiększa wytrzymałość na ściskanie i zginanie. Jednakże, Ryc. 5b pokazuje, że próbki piasku LDPE związanego tworzywem sztucznym przetwarzane przez 17 minut miały większą wytrzymałość na zginanie niż próbki przetwarzane przez 27 minut .
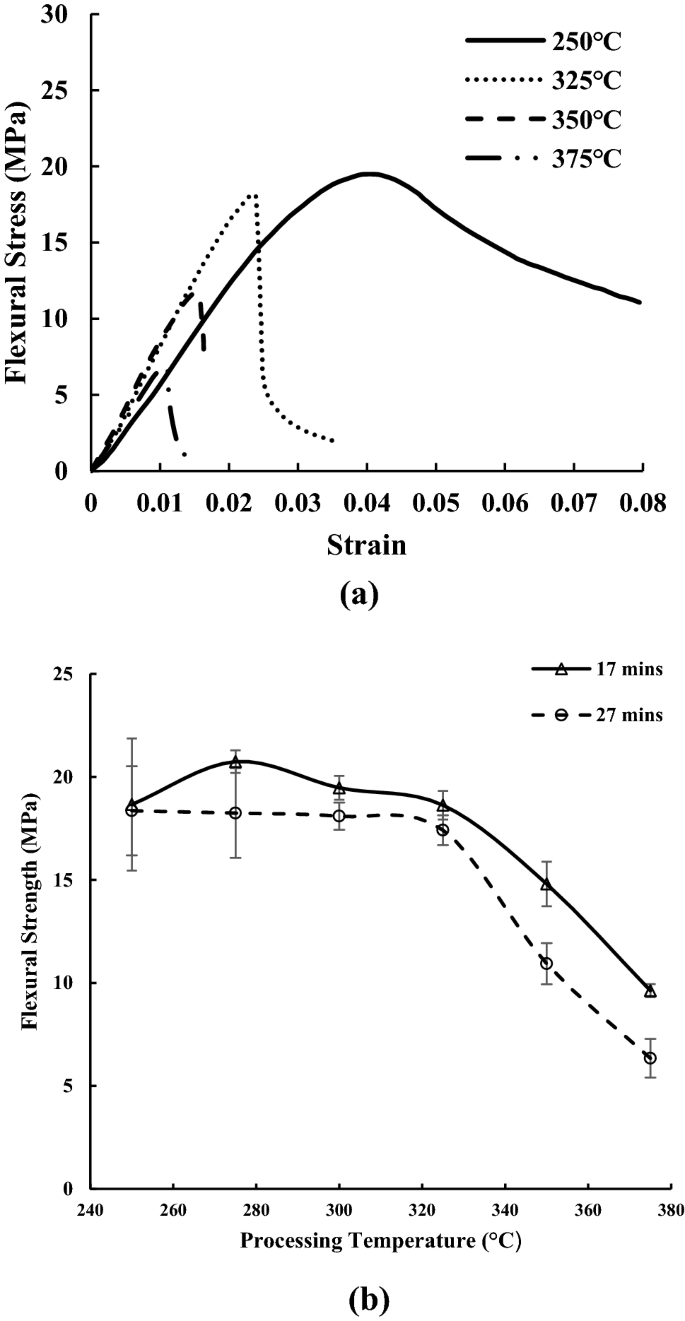
Wpływ różnych temperatur przetwarzania na: a Zachowanie się naprężenia i odkształcenia przy zginaniu piasku LDPE związanego tworzywem sztucznym z 75% wag. piasku i d ≤ 300 µm. Wraz ze wzrostem temperatury obserwuje się rosnącą kruchość. b Wytrzymałość na zginanie piasku związanego LDPE z 75% wag. piasku i d ≤ 300 µm, przetwarzane przez 17 i 27 min
Praca pękania próbek piasku związanego plastycznie zmniejszała się wraz ze wzrostem temperatury przetwarzania, jak pokazano na ryc. 6 . Praca danych dotyczących pęknięć dla próbek przetwarzanych w 250 ° C przez 17 minut była niespójna ze względu na niejednorodność próbki. Praca pękania zmniejszała się gwałtownie w temperaturze 275°C. Zwiększenie temperatury obróbki z 325 do 375°C spowodowało zmniejszenie średniej pracy pękania próbek LDPE przetwarzanych przez 17 min z 68 do 10% wartości przy 275°C. Dla próbek przetwarzanych przez 27 min praca łamania zmniejszyła się z 64 do 13% wartości przy 275°C. Spowodowane to było degradacją termiczną spoiwa termoplastycznego wynikającą z dłuższej ekspozycji na działanie ciepła w podwyższonych temperaturach.


Wpływ temperatur obróbki na pracę pękania masy LDPE związanej tworzywem sztucznym obrabianej przez 17 i 27 min. Słupki błędów wskazują na odchylenie standardowe 5 próbek
Rysunek 7przedstawia wpływ proporcji piasku i wielkości cząstek piasku na wytrzymałość na ściskanie próbek piasku LDPE i HDPE związanych plastycznie. Optymalne proporcje piasku dające najwyższe wytrzymałości na ściskanie wahały się od 65 do 75% mas. dla LDPE i od 65 do 80% mas. dla HDPE, w zależności od wielkości cząstek piasku (d). W przypadku próbek LDPE piasek o d < 300 µm, 300 µm < d < 600 µm i 600 µm < d < 1,35 mm dał maksymalne wytrzymałości na ściskanie odpowiednio 27,2 MPa, 21,8 MPa i 20,1 MPa. Optymalne proporcje piasku dla wytrzymałości na ściskanie zmniejszały się wraz ze zmniejszaniem się wielkości cząstek piasku. Zwiększanie zawartości piasku powyżej optymalnych proporcji powodowało szybszy spadek wytrzymałości na ściskanie próbek LDPE o tej samej wielkości ziarna piasku. Próbki piasku związanego z tworzywa sztucznego HDPE miały maksymalną wytrzymałość na ściskanie między 31,4 a 37. 1 MPa w zależności od wielkości cząstek piasku. Maksymalne wytrzymałości na ściskanie zmniejszały się wraz ze wzrostem wielkości cząstek piasku. Jednak związek między wytrzymałością na ściskanie a wielkością cząstek piasku był zależny od proporcji piasku. Wytrzymałość na ściskanie próbek LDPE o zawartości piasku ≤ 75% mas. zmniejszała się wraz ze wzrostem wielkości cząstek piasku. Zwiększenie wielkości cząstek piasku zwiększyło wytrzymałość na ściskanie próbek LDPE z > 75% wag. piasku i d < 500 µm. Dalszy wzrost wielkości cząstek piasku powyżej 500 µm obniżył wytrzymałość LDPE na ściskanie. Natomiast w przypadku próbek HDPE wytrzymałość na ściskanie malała wraz ze wzrostem wielkości cząstek piasku, niezależnie od proporcji piasku. Zoptymalizowany piasek związany plastycznie wypada korzystnie w porównaniu z betonem C20/25 o module sprężystości na ściskanie 31 GPa po 28 dniach utwardzania. Jednak ma tylko 2–2.


Wpływ różnych proporcji i wielkości cząstek piasku na wytrzymałość na ściskanie: a piasku związanego tworzywem sztucznym LDPE ib piasku związanego tworzywem sztucznym HDPE. Słupki błędów wskazują odchylenie standardowe wartości wytrzymałości na ściskanie dla trzech próbek testowych
Wpływ zmiennego dodawania piasku na zachowanie próbek naprężenie-odkształcenie pokazano na ryc. 8 . Próbki LDPE są bardziej plastyczne, mają niższą wytrzymałość na ściskanie i wytrzymałość niż próbki HDPE. Praca pękania próbek wahała się od 0,6 do 2,3 MJ m- 3 dla próbek LDPE i od 1,0 do 2,1 MJ m- 3 dla próbek HDPE, w zależności od dodatku piasku i wielkości cząstek. Praca pękania próbek LDPE wzrastała wraz ze wzrostem udziału piasku do 68% wag. Wielkość cząstek piasku nie miała wpływu na pracę pękania próbek LDPE o zawartości piasku ≥ 75% mas. Praca pękania próbek LDPE z ≤ 75% wag. piasku wzrastała wraz ze zmniejszaniem się wielkości cząstek piasku. Maksymalna praca pękania 2,1 MJ m- 3 , 1,9 MJ m- 3a 2,0 MJ m- 3 zaobserwowano odpowiednio dla próbek HDPE o d < 300 µm, 300 µm < d < 600 µm i 600 µm < d < 1, 35 mm. Praca pękania wymagana do złamania próbek HDPE wzrosła do optymalnego dodatku piasku wynoszącego 67% wag. Dalszy wzrost zawartości piasku zmniejszał pracę spękań próbki HDPE, niezależnie od wielkości cząstek piasku.

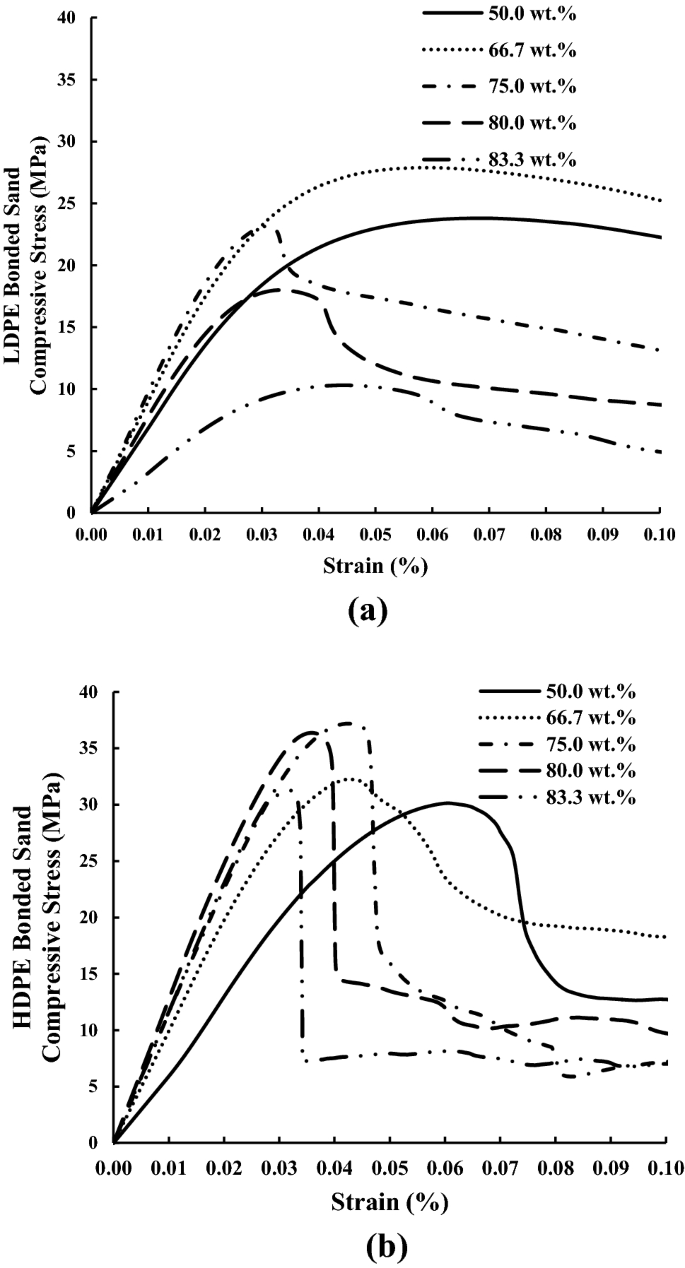
Wpływ różnych proporcji piasku na zachowanie naprężenie-odkształcenie: piasku związanego LDPE o d < 300 µm . b Piasek związany z HDPE o d < 300 µm
Moduł sprężystości próbek LDPE wynosił od 0,5 do 1,0 MPa, a próbki HDPE miały moduł sprężystości od 1,2 do 1,3 MPa. Dodatek piasku w ilości 75% wag. dawał najwyższy moduł sprężystości w próbkach LDPE. Moduł sprężystości próbek LDPE o zawartości piasku ≤ 75% mas. zmniejszał się wraz ze wzrostem wielkości cząstek piasku. W przypadku próbek LDPE zawierających więcej niż 75% wag. piasku moduł sprężystości wzrastał wraz ze wzrostem wielkości cząstek piasku, a dodatek 80% wag. piasku dawał najwyższy moduł sprężystości w próbkach HDPE.
Przewodność cieplna próbek LDPE i HDPE wynosiła odpowiednio od 0,8 do 1,6 W mK -1 i od 1,0 do 1,9 W mK -1 . Rycina 9 pokazuje, że przewodność cieplna piasku związanego z tworzywami sztucznymi wzrasta wraz ze wzrostem zawartości piasku i maleje wraz ze wzrostem wielkości cząstek piasku.

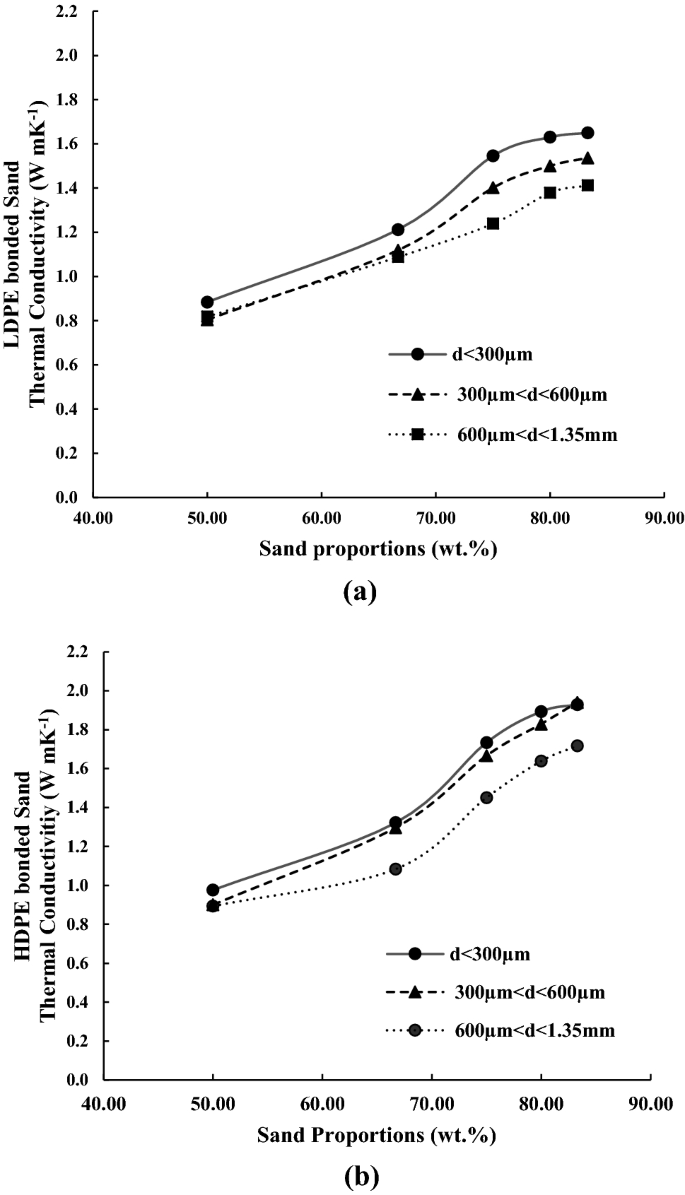
Wpływ różnych proporcji i wielkości cząstek piasku na przewodnictwo cieplne: a piasku związanego LDPE i b piasku związanego HDPE
Degradacja termiczna spoiwa plastycznego zmienia właściwości pękania piasku związanego plastycznie. Obrazy SEM na ryc. 10 pokazują wyższą plastyczność próbek przetwarzanych w 275 ° C z długimi rozciągniętymi pasmami z tworzywa sztucznego, tworzącymi szorstką powierzchnię pęknięcia. Zwiększenie temperatury przetwarzania do ponad 325 ° C spowodowało znacznie gładszą powierzchnię pęknięcia z drobnymi pęknięciami w matrycy z tworzywa sztucznego i piasku. Defekty te pełnią rolę punktów koncentracji naprężeń, które powodują kruche zniszczenie w próbkach obrabianych w wyższych temperaturach.

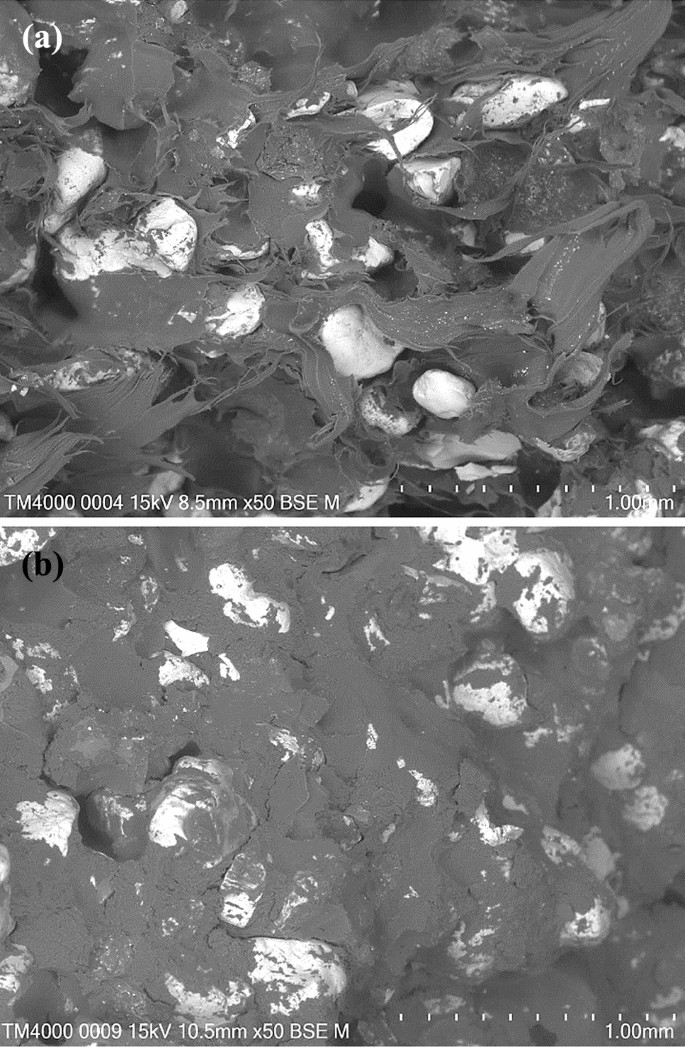
Obrazy SEM spękanych próbek piasku związanego LDPE przedstawiające: a chropowate powierzchnie z długimi pasmami tworzywa sztucznego w próbkach obrabianych w 275 °C oraz b gładkie powierzchnie próbek obrabianych w ≥ 325 °C
Rysunek 11 przedstawia krzywe TGA odpadów tworzyw sztucznych LDPE . Degradacja termiczna rozpoczyna się odpowiednio w temperaturze 400°C i 240°C w N2 iw powietrzu. Szybkość degradacji wzrastała gwałtownie wraz ze wzrostem temperatury > 450°C w N2 . Szczytowa degradacja wystąpiła w temperaturze 490°C, a 99,5% masy LDPE zostało utracone w temperaturze 507°C. Degradacja termiczna w powietrzu przebiegała w trzech odrębnych fazach: utlenianie termiczne o niskiej szybkości poniżej 0,25% °C -1 , szybka degradacja powyżej 0,25% °C -1i degradację pozostałości. Szybkość degradacji wzrastała stopniowo wraz ze wzrostem temperatury, aż do 370°C. Wyższe temperatury gwałtownie zwiększyły szybkość degradacji do wartości szczytowej 450 ° C. Szybkość degradacji następnie zwolniła, aż 99,5% masy LDPE zostało utracone w temperaturze 570°C. Eksperymenty izotermiczne wykazały, że szczytowa degradacja próbek występowała na początku temperatur izotermicznych (310°C i 260°C), a następnie zmniejszała się z powodu gromadzenia się produktów degradacji na powierzchni próbki. Szczytowa degradacja w temperaturze 310°C była o 62% większa niż w temperaturze 260°C. Po 6-minutowej ekspozycji na temperatury izotermiczne obie próbki straciły 50% całkowitej masy utraconej w ciągu 20-minutowego okresu izotermicznego.

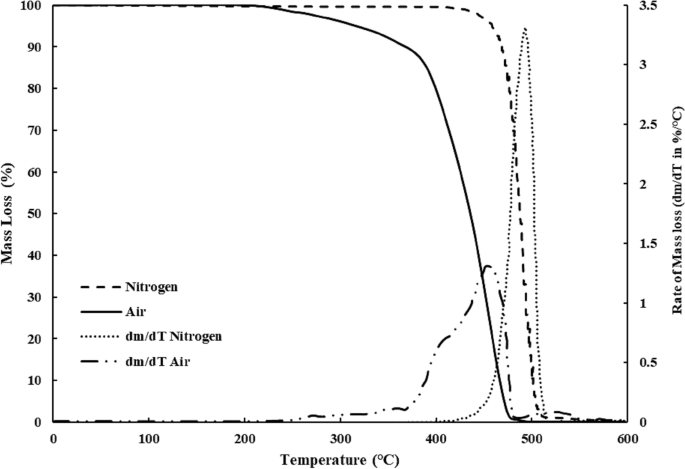
Krzywe TGA odpadowego tworzywa sztucznego LDPE przedstawiające ubytek masy i szybkość ubytku masy wraz ze wzrostem temperatury przy szybkości ogrzewania 10 K min −1 w powietrzu i azocie
Dyskusja
Przekształcanie odpadów tworzyw sztucznych LDPE i HDPE w kompozyty piaskowe związane z tworzywami sztucznymi to tania opcja recyklingu. Kompozyty piasku związane z tworzywami sztucznymi są trwałymi, lekkimi materiałami wytwarzanymi przy niskim zużyciu energii. Piaski wiązane tworzywem sztucznym LDPE i HDPE mają właściwości odpowiednie do stosowania w wybranych wyrobach budowlanych, jak pokazano w tabeli 3 .
Zrozumienie wpływu temperatury przetwarzania, zawartości piasku i wielkości cząstek piasku może zoptymalizować właściwości piasku związanego z tworzywami sztucznymi. Idealna temperatura przetwarzania musi zapewniać idealną lepkość spoiwa, aby skutecznie wprowadzić piasek do matrycy z tworzywa sztucznego w celu utworzenia piasku związanego z tworzywem sztucznym. Optymalna temperatura obróbki dla masy plastycznej wytworzonej przy użyciu OMT i HMT mieściła się w zakresie od 250 do 325°C i nie było znaczących różnic w wytrzymałości na ściskanie i zginanie próbek przetwarzanych w takich temperaturach. Te temperatury umożliwiają płynięcie spoiwa w celu zmniejszenia porów w matrycy z tworzywa sztucznego i piasku. Zwiększone czasy chłodzenia zwiększają również stopień krystaliczności [ 38 , 39]. Wyższe temperatury niekorzystnie wpływają na właściwości piasku związanego z tworzywem sztucznym z powodu degradacji termicznej tworzywa sztucznego. Niższe temperatury tworzą heterogeniczne próbki o gorszych właściwościach z powodu nieefektywnego mieszania.
Na właściwości piasku związanego plastycznie ma wpływ wytrzymałość osnowy tworzywa sztucznego i wiązanie międzyfazowe między tworzywem sztucznym a piaskiem. Kapsułkowanie piasku w plastikowym spoiwie poprzez mechaniczne sprzężenie i wiązanie molekularne tworzy mechanizm wiązania. W przypadku mechanicznego łączenia nierówności powierzchni piasku są wypełniane spoiwem, tworząc zazębiający się wzór [ 40]. Wyższa zawartość piasku zwiększa nierówności powierzchni piasku. Niższa zawartość piasku zmniejsza miejsca przylegania wraz ze wzrostem wielkości cząstek piasku. Jednak małe ilości cząstek piasku o nieregularnych kształtach nieznacznie zwiększają efekt mechanicznego blokowania w celu przezwyciężenia tarcia wewnętrznego i odwadniania. Cząstki piasku narzucają stosunkowo wyższe prędkości odkształcenia, aby wywołać wzmocnienie osnowy w piasku związanym plastycznie. Proporcja i wielkość cząstek piasku wpływa na wpływ tych czynników na właściwości mechaniczne piasku związanego z tworzywami sztucznymi [ 35 , 41 ].
Właściwości piasku związanego plastycznie są kontrolowane przez teorię perkolacji sztywności [ 42 ]. Punkt perkolacji jest ciągłą ścieżką wzajemnie połączonych cząstek wypełniacza powstających wraz ze wzrostem zawartości wypełniacza [ 43 ]. W punkcie przenikania sztywności jest tylko tyle spoiwa plastycznego, aby utworzyć sztywną sieć międzycząsteczkową. Perkolacja sztywnych regionów jest wymagana, aby spowodować znaczące zmiany właściwości. Perkolację sztywności uzyskuje się w piasku związanym tworzywem sztucznym o zawartości polimeru 20–25% obj. [ 43]. Powyżej perkolacji sztywności porowatość wzrasta, ponieważ nie ma wystarczającej objętości spoiwa, aby całkowicie otoczyć cząstki piasku. Zastosowanie większych cząstek piasku w danej objętości zmniejsza skuteczność wiązania plastycznego, ponieważ zmniejsza się grubość spoiwa otaczającego piasek [ 35 ]. Jest to kompensowane w normalnym betonie z cementu portlandzkiego przy użyciu wyższego stosunku woda/domieszka [ 44 ]. W piasku związanym plastycznie zwiększa się porowatość i zmniejsza się wytrzymałość na ściskanie [ 35]. Punkt perkolacji sztywności jest kontrolowany przez zdolność wiązania tworzywa sztucznego. Stosowanie różnych mieszanek tworzyw termoplastycznych zmienia pojemność objętościową spoiwa. Powłoka piasku LDPE i PET zmniejszyła wytrzymałość kompozytów na ściskanie. Częściowe zastąpienie PET przez PP zmniejszyło wytrzymałość kompozytu z powodu trudności w mieszaniu dwóch tworzyw termoplastycznych z powodu różnych temperatur topnienia [ 36 ]. Zaleca się dalsze badania w celu zbadania optymalnej temperatury topnienia mieszanek termoplastycznych.
Zoptymalizowane próbki piasku LDPE i HDPE związane z tworzywami sztucznymi nadają się do zastosowań, w których wymagana jest wytrzymałość, wytrzymałość lub plastyczność, w tym nawierzchni, dachówek i ścianek działowych. Zoptymalizowany piasek związany z tworzywami sztucznymi ma wytrzymałość na ściskanie porównywalną z betonem C20/25. Stosunek wytrzymałości na zginanie do wytrzymałości na ściskanie piasku związanego z tworzywa sztucznego LDPE jest co najmniej 5 razy wyższy niż betonu. Próbki piasku związanego PP wykazały wytrzymałość na zginanie około 3 razy wyższą niż beton i 5 razy wyższą niż beton asfaltowy [ 45]. Optymalne proporcje piasku, które dawały maksymalne wytrzymałości na ściskanie w próbkach LDPE i HDPE wynosiły odpowiednio od 65 do 75% wag. i 65 do 80% wag., w zależności od wielkości cząstek piasku. Jest to zgodne z wartościami zarejestrowanymi dla innych materiałów piaskowych związanych z tworzywami sztucznymi, w tym gleby laterytowej związanej z PET [ 36 ]. Tworzywa sztuczne zmieszane z wypełniaczami w postaci cząstek mają zmniejszoną plastyczność, co zaobserwowano w jednorazowych kubkach wypełnionych polipropylenem [ 46 ]. Piasek związany plastycznie wykazuje właściwości lepkosprężyste podobne do właściwości naprężenia i odkształcenia betonu asfaltowego [ 35]. Początkowe obciążenie ściskające daje liniową krzywą naprężenie-odkształcenie. Płaszczyzna ścinania jest tworzona przy dalszym obciążeniu z powodu sił tarcia międzycząsteczkowego generowanych, gdy cząstki piasku ślizgają się względem siebie. Krzywa spłaszcza się w punkcie szczytowego współczynnika tarcia i opada liniowo w miarę zmniejszania się współczynnika tarcia [ 47 ].
Kruszywa plastyczne zmniejszają przewodność cieplną betonu ze względu na niską przewodność cieplną tworzyw sztucznych [ 48 ]. Jednak próbki piasku związanego z tworzywami sztucznymi charakteryzowały się wyższą przewodnością cieplną niż beton czy zaprawa cementowa. Było to spowodowane zwiększoną szybkością wymiany ciepła wynikającą ze zmniejszonej porowatości próbki, co zaobserwowano w asfalcie [ 49 ].
Istniejący proces mieszania termicznego praktykowany w Gambii zapewnia prostą i niedrogą opcję recyklingu tworzyw sztucznych w celu tworzenia miejsc pracy w społecznościach o niskich dochodach. Jednak potrzebny jest ulepszony projekt, aby rozwiązać problemy związane ze zdrowiem i bezpieczeństwem oraz poprawić jakość piasku związanego z tworzywami sztucznymi. Podstawowy tryb degradacji podczas przetwarzania jest spowodowany utlenianiem termicznym, a nie degradacją pirolityczną, ponieważ typowe temperatury przetwarzania są niższe od temperatury degradacji termicznej w środowisku beztlenowym (400 °C). Zalecane są dalsze badania w celu oceny ryzyka narażenia na gazy odlotowe wytwarzane podczas przetwarzania piasku związanego z tworzywami sztucznymi. Względy bezpieczeństwa i znaczne straty ciepła utrudniają zwiększenie skali technologii masowej produkcji piasku związanego z tworzywami sztucznymi. Techniki wytłaczania i formowania wtryskowego mogą skutecznie utrzymywać niższe temperatury przetwarzania w celu zminimalizowania emisji gazów bez uszczerbku dla jakości produktu. Optymalizacja parametrów przetwarzania, w tym temperatura mieszania w stanie stopionym, temperatura formowania i ciśnienie dla technik wytłaczania i formowania wtryskowego, musi być traktowana priorytetowo w celu uzyskania doskonałych właściwości piasku związanego z tworzywami sztucznymi [39 ].
Wnioski
Odpady tworzyw sztucznych LDPE i HDPE można wykorzystać do produkcji materiałów piaskowych związanych z tworzywami sztucznymi przy użyciu niedrogich procesów o niskim zużyciu energii i wody. Może to stanowić ważne zastosowanie ponownego wykorzystania odpadów z tworzyw sztucznych, a zwłaszcza w DC. Podano parametry przetwarzania krytyczne dla optymalizacji właściwości masy plastycznej związanej dla wybranych materiałów konstrukcyjnych. Piaski związane z tworzywami sztucznymi wykonane z LDPE i HDPE są trwałe i nadają się do stosowania w kostkach brukowych, dachówkach i ścianach działowych. Zoptymalizowane próbki mają maksymalną wytrzymałość na ściskanie, która jest porównywalna z betonem C20/25 i znacznie wyższa niż z betonu piaskowego. Są twarde i mają wyższą plastyczność i przewodność cieplną niż beton. Układ strukturalny spoiwa termoplastycznego i kruszywa w osnowie kompozytu wpływa na właściwości. Temperatura przetwarzania dla uzyskania optymalnych właściwości masy związanej plastycznie mieściła się w zakresie od 250 do 325°C. Wyższe temperatury zmniejszają wytrzymałość materiału, plastyczność, wytrzymałość na zginanie i ściskanie z powodu degradacji termicznej. Niższe temperatury dawały heterogeniczne próbki o zmniejszonej wytrzymałości z powodu nieefektywnego mieszania. Recykling odpadów z tworzyw sztucznych na piasek związany z tworzywami sztucznymi jest zasobooszczędną alternatywą, która przynosi znaczne korzyści dla środowiska i zdrowia publicznego w porównaniu z istniejącymi opcjami unieszkodliwiania w DC. Istnieje jednak ryzyko narażenia na szkodliwe gazy odlotowe, gdy piasek związany tworzywem sztucznym jest wytwarzany w temperaturze > 250 °C w powietrzu. Temperatura i czas przetwarzania muszą być kontrolowane. Zaleca się temperaturę przetwarzania ≤ 250 °C w warunkach beztlenowych, aby kontrolować gazy odlotowe spowodowane degradacją polimeru.
Dostępność danych
Nie dotyczy.
Dostępność kodu
Nie dotyczy.
Bibliografia
-
The Economist: Środowisko; Znane niewiadome zanieczyszczenia tworzywami sztucznymi. Ekonomista (Wielka Brytania) (2018). https://www.economist.com/international/2018/03/03/the-known-unknowns-of-plastic-pollution . Dostęp 28 stycznia 2021 r.
-
Gondal, MA, Siddiqui, MN: Identyfikacja różnych rodzajów tworzyw sztucznych za pomocą laserowej spektroskopii rozpadu w gospodarce odpadami. J. Środowisko. nauka Uzdrowić. 42 (13), 1989–1997 (2007)
-
Gall, SC, Thompson, RC: Wpływ gruzu na życie morskie. Mar. Pollut. Byk. 92 (1–2), 170–179 (2015)
-
Derraik, JGB: Zanieczyszczenie środowiska morskiego odpadami z tworzyw sztucznych: przegląd. Mar. Pollut. Byk. 44 (9), 842–852 (2002)
-
Saikia, N., De Brito, J.: Wykorzystanie odpadów z tworzyw sztucznych jako kruszywa w zaprawie cementowej i przygotowaniu betonu: przegląd. Konstr. Budować. Matko. 34 , 385-401 (2012)
-
Siddique, R., Khatib, J., Kaur, I.: Wykorzystanie plastiku pochodzącego z recyklingu w betonie: przegląd. Zarządzanie odpadami. 28 (10), 1835–1852 (2008)
-
Huang, Y., Bird, RN, Heidrich, O.: Przegląd wykorzystania stałych materiałów pochodzących z recyklingu w nawierzchniach asfaltowych. Zasób. Zachowaj. Recykling. 52 (1), 58–73 (2007)
-
Ahmadinia, E., Zargar, M., Karim, MR, Abdelaziz, M., Ahmadinia, E.: Ocena wydajności wykorzystania odpadowego politereftalanu etylenu (PET) w kamiennym asfalcie lanym. Konstr. Budować. Matko. 36 , 984–989 (2012)
-
Moghaddam, TB, Karim, MR, Syammaun, T.: Dynamiczne właściwości kamiennych mastyksowych mieszanek asfaltowych zawierających odpadowe plastikowe butelki. Konstr. Budować. Matko. 34 , 236-242 (2012)
-
Binici H., Gemci R., Kaplan H.: Fizyczne i mechaniczne właściwości zapraw bez cementu. Konstr. Budować. Matko. 28 (1), 357–361 (2012)
-
Yildirim, Y.: Spoiwa asfaltowe modyfikowane polimerami. Konstr. Budować. Matko. 21 (1), 66–72 (2007)
-
Casey, D., McNally, C., Gibney, A., Gilchrist, MD: Opracowanie spoiwa modyfikowanego polimerem z recyklingu do stosowania w kamiennym asfalcie lanym. Zasób. Zachowaj. Recykling. 52 (10), 1167–1174 (2008)
-
Yildirim, Y., Hazlett, D., Davio, R.: Projekty demonstracyjne asfaltu modyfikowanego tonerem. Zasób. Zachowaj. Recykling. 42 (3), 295–308 (2004)
-
Fang, C., Yu, R., Zhang, Y., Hu, J., Zhang, M., Mi, X .: Połączona modyfikacja asfaltu z polietylenowymi odpadami opakowaniowymi i organofilowym montmorylonitem. Polim. Test. 31 (2), 276–281 (2012)
-
Ho, S., Church, R., Klassen, K., Law, B., MacLeod, D., Zanzotto, L.: Badanie materiałów polietylenowych pochodzących z recyklingu jako modyfikatorów asfaltu. Móc. J. Civ. inż. 33 (8), 968–981 (2006)
-
Dalhat, MA, Wahhab, HIAA: Wydajność spoiwa asfaltowego modyfikowanego odpadami z recyklingu tworzyw sztucznych w Arabii Saudyjskiej. Int. inż. 18 (4), 349–357 (2017)
-
Murphy, M., O’Mahony, M., Lycett, C., Jamieson, I.: Asfalty modyfikowane polimerami pochodzącymi z recyklingu. Matko. Struktura. Konstr. 33 (7), 438–444 (2000)
-
Hassani, A., Ganjidoust, H., Maghanaki, AA: Wykorzystanie odpadów z tworzyw sztucznych (politereftalan etylenu) w mieszance asfaltobetonowej jako zamiennik kruszywa. Zarządzanie odpadami. Rez. 23 (4), 322–327 (2005)
-
Zoorob, SE, Suparma, LB: Projekt laboratoryjny i badanie właściwości betonu asfaltowego o ciągłym sortowaniu, zawierającego zamiennik kruszywa z tworzyw sztucznych pochodzących z recyklingu (Plastiphalt). Cem. Konkr. Compo. 22 (4), 233–242 (2000)
-
Lenkiewicz, Z., Webster, M.: Tworzenie pracy z odpadami: zestaw narzędzi, jak mierzyć część marnotrawstwa w tworzeniu pracy z odpadami: zestaw narzędzi dochodowych krajów (2017).
-
Tech Insider: Budowa domów z odpadów z tworzyw sztucznych — YouTube (2016). https://www.youtube.com/watch?v=MXbrKQE-SOE . Dostęp 24 lutego 2021 r.
-
Program Narodów Zjednoczonych ds. Ochrony Środowiska: Plastikowe cegły w Kenii — NZAMBI MATEE — Młody mistrz Ziemi 2020 dla Afryki – YouTube (2020). https://www.youtube.com/watch?v=QbZKP4UAtL8 . Dostęp 24 lutego 2021 r.
-
The Times of India: indyjskie domy i chodniki wykonane z plastiku — BBC News — YouTube (2019). https://www.youtube.com/watch?v=icgzeSWo7C4 . Dostęp 24 lutego 2021 r.
-
CGTN Africa: Przedsiębiorca przetwarza odpady z tworzyw sztucznych w materiały budowlane — YouTube (2019). https://www.youtube.com/watch?v=yA0nGBSy6_I . Dostęp 24 lutego 2021 r.
-
DC Wilson i in.: Globalne prognozy dotyczące gospodarki odpadami. Międzynarodowe Stowarzyszenie Odpadów Stałych (2015).
-
An, T., Huang, Y., Li, G., He, Z., Chen, J., Zhang, C.: Profile zanieczyszczeń i ocena ryzyka zdrowotnego LZO emitowanych podczas procesów demontażu e-odpadów związanych z różnymi metodami demontażu . Otaczać. Int. 73 , 186-194 (2014)
-
Lerner, JEC, Sanchez, EY, Sambeth, JE, Porta, AA: Charakterystyka i ocena ryzyka dla zdrowia LZO w środowiskach zawodowych w Buenos Aires, Argentyna. Atmosfera. Otaczać. 55 , 440-447 (2012)
-
Sax, SN, Bennett, DH, Chillrud, SN, Ross, J., Kinney, PL, Spengler, JD: Ocena ryzyka raka u nastolatków z śródmiejskich miast mieszkających w Nowym Jorku i Los Angeles. Otaczać. Perspektywa zdrowia. 114 (10), 1558–1566 (2006)
-
He, Z., Li, G., Chen, J., Huang, Y., An, T., Zhang, C.: Charakterystyka zanieczyszczeń i ocena ryzyka dla zdrowia lotnych związków organicznych emitowanych z różnych warsztatów recyklingu odpadów stałych z tworzyw sztucznych. Otaczać. Int. 77 , 85-94 (2015)
-
Kierownik ds. BHP: EH40/2005 limity narażenia w miejscu pracy do stosowania z kontrolą substancji (wydanie czwarte 2020 r.) (2020 r.).
-
Mitera, J., Michał, J., Kubát, J., Kubelka, V.: Analiza produktów termoutleniania polipropylenu i polietylenu metodą chromatografii gazowej/spektrometrii mas. Zeitschrift für Anal Freseniusa. Chemie 281 (1), 23–27 (1976)
-
Andersson, T., Wesslén, B., Sandström, J.: Degradacja polietylenu o małej gęstości podczas wytłaczania. I. Związki lotne w dymie z folii ekstrudowanych. J. Appl. Polim. nauka 86 (7), 1580-1586 (2002)
-
Patel, SH, Xanthos, M.: Lotne emisje podczas przetwarzania tworzyw termoplastycznych — przegląd. Nowy Jersey (1995)
-
Narodowa Biblioteka Medyczna U.: PubChem (2021). https://pubchem.ncbi.nlm.nih.gov/ . Dostęp 7 maja 2021 r.
-
Kumi-Larbi, A., Yunana, D., Kamsouloum, P., Webster, M., Wilson, DC, Cheeseman, C.: Recykling odpadów tworzyw sztucznych w krajach rozwijających się: stosowanie saszetek z wodą z polietylenu o niskiej gęstości do formowania tworzyw sztucznych bloki piasku. Zarządzanie odpadami. 80 , 112–118 (2018)
-
Maneeth, PD, Pramod, K., Kishor, K., Shanmukha, S.: Wykorzystanie odpadów z tworzyw sztucznych w produkcji cegieł z tworzywa sztucznego. Int. inż. Rez. Techno. 2 (4), 102–107 (2014)
-
Ashraf, A.: Pomiar przewodności cieplnej za pomocą analizatora z gorącym dyskiem (2016)
-
Uthaipan, N., Jarnthong, M., Peng, Z., Junhasavasdikul, B., Nakason, C., Thitithammawong, A.: Wpływ szybkości chłodzenia na zachowanie krystalizacji i charakterystykę topnienia izotaktycznego polipropylenu jako czystego i EPDM TPV /PP i EOC/PP. Polim. Test. 44 , 101-111 (2015)
-
Goli, VSNS, Mohammad, A., Singh, DN: Zastosowanie miejskich odpadów z tworzyw sztucznych jako sztucznego materiału neokonstrukcyjnego: problemy i rozwiązania. Zasób. Zachowaj. Recykling. 161 , 105008 (2020)
-
Awaja, F., Gilbert, M., Kelly, G., Fox, B., Pigram, PJ: Adhezja polimerów. Wałówka. Polim. nauka 34 (9), 948–968 (2009)
-
Zahran, RR: Wpływ dodatku piasku na właściwości wytrzymałościowe systemu kompozytowego piasek/polietylen formowany tłocznie. Matko. Łotysz. 34 (3–6), 161–167 (1998)
-
Verbeek, CJR, Pickering, KL: Najnowsze osiągnięcia w kompozytach polimerowych. J. Reinf. Plast. Compo. 26 (16), 1607-1624 (2007)
-
Verbeek, CJR: Wpływ perkolacji na właściwości mechaniczne kompozytów polietylenowych wypełnionych piaskiem. J. Termoplast. Compo. Matko. 20 (2), 137–149 (2007)
-
Mehdipour, I., Khayat, KH: Wpływ rozkładu wielkości cząstek i powierzchni właściwej różnych systemów wiążących na gęstość upakowania i charakterystykę płynięcia zaczynu cementowego, tom. 78. Elsevier, Nowy Jork (2017)
-
Dalhat, MA, Wahhab, HIA-A.: Beton bezcementowy i bezasfaltowy związany tworzywem sztucznym pochodzącym z recyklingu. Konstr. Budować. Matko. 119 , 206-214 (2016)
-
Mitchell, J., Vandeperre, L., Dvorak, R., Kosior, E., Tarverdi, K., Cheeseman, C .: Recykling jednorazowych kubków na kompozyty papierowo-plastikowe. Zarządzanie odpadami. 34 (11), 2113–2119 (2014)
-
Leon, L., Charles, R., Simpson, N.: Zachowanie naprężenie-odkształcenie betonu asfaltowego przy ściskaniu. Struktura Procedii. Integracja. 2 , 2913–2920 (2016)
-
Iucolano, F., Liguori, B., Caputo, D., Colangelo, F., Cioffi, R.: Plastikowe kruszywo z recyklingu w składzie zapraw: wpływ na właściwości fizyczne i mechaniczne. Matko. Des. 52 , 916–922 (2013)
-
Hassn A., Aboufoul M., Wu Y., Dawson A., Garcia A.: Wpływ zawartości porów powietrznych na właściwości termiczne mieszanek mineralno-asfaltowych. Konstr. Budować. Matko. 115 , 327-335 (2016)
Podziękowanie
Autorzy pragną podziękować dr Marcusowi Yio za pomoc w przeprowadzeniu kilku testów mechanicznych. Firma Zoomlion Ghana Limited została również doceniona za sponsorowanie tego projektu. Podziękowania dla Pierre’a Kamsouloum, Africa Environmental Sanitation (AFES) Consult i Waste AID UK za wsparcie w pracy w terenie.
Finansowanie
Ta praca badawcza została sfinansowana przez Zoomlion Ghana Limited w ramach badań doktoranckich w Imperial College London.
Ponowne wykorzystanie odpadów z tworzyw sztucznych w krajach rozwijających się: właściwości odpadów kompozytów z tworzyw sztucznych i piasku
Waloryzacja Odpadów i Biomasy tom 13 , strony3821–3834 ( 2022 ) Zacytuj
Deklaracje etyczne
Konflikt interesów
Autorzy oświadczają, że nie mają sprzecznych interesów.
Dodatkowe informacje
Uwaga wydawcy
Springer Nature pozostaje neutralny w odniesieniu do roszczeń jurysdykcyjnych na opublikowanych mapach i przynależności instytucjonalnej.
Prawa i uprawnienia
Otwarty dostęp Ten artykuł jest objęty licencją Creative Commons Attribution 4.0 International License, która zezwala na używanie, udostępnianie, adaptację, dystrybucję i powielanie na dowolnym nośniku lub w dowolnym formacie, o ile podasz odpowiednie uznanie oryginalnego autora (autorów) i źródła, podać link do licencji Creative Commons i wskazać, czy dokonano zmian. Obrazy lub inne materiały osób trzecich zawarte w tym artykule są objęte licencją Creative Commons, chyba że zaznaczono inaczej w informacji o autorze materiału. Jeśli materiał nie jest objęty licencją Creative Commons, a zamierzone użycie jest niezgodne z przepisami prawa lub wykracza poza dozwolone użycie, musisz uzyskać pozwolenie bezpośrednio od właściciela praw autorskich. Aby zobaczyć kopię tej licencji, odwiedźhttp://creativecommons.org/licenses/by/4.0/ .
O tym artykule


Cytuj ten artykuł
Kumi-Larbi Jnr, A., Galpin, R., Manjula, S. i in. Ponowne wykorzystanie odpadów z tworzyw sztucznych w krajach rozwijających się: właściwości odpadów kompozytów z tworzyw sztucznych i piasku. Waste Biomass Valor 13 , 3821–3834 (2022). https://doi.org/10.1007/s12649-022-01708-x
- Otrzymane
- Przyjęty
- Opublikowany
- Data wydania
- DOIhttps://doi.org/10.1007/s12649-022-01708-x
Słowa kluczowe
- Gospodarka o obiegu zamkniętym
- Plastiki oceaniczne
- Zrównoważony rozwój
- Recykling odpadów z tworzyw sztucznych